
努力(lì)打造中國數控機床行業品牌(pái)
![]() 台灣原(yuán)廠技術
台灣原(yuán)廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398
歡迎光臨江(jiāng)蘇漢工數(shù)控科技有限公司官方網站!
努力(lì)打造中國數控機床行業品牌(pái)
![]() 台灣原(yuán)廠技術
台灣原(yuán)廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398

聯係人:陳總
手機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址:泰州薑堰華港鎮龍溪工業園區

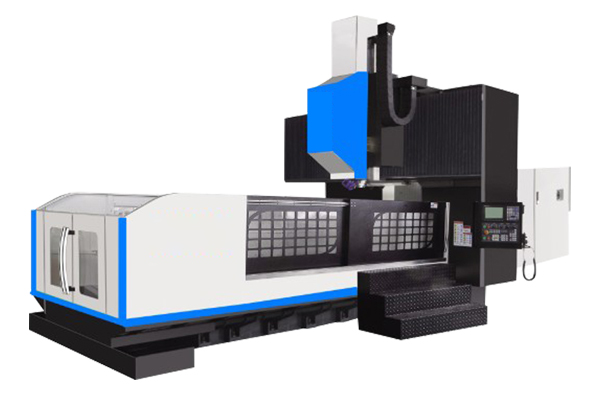
在對物體施加外力,使其變形的同時,也會產生試圖抵抗變形的作用力。這種性(xìng)質被稱為“剛性”。對數控機床而言,供(gòng)應龍門銑加工中心若要以目(mù)標精度進行(háng)加工,機床的(de)剛性就會成為需要解決的(de)問題。雖然如今的機(jī)床已經具備了相當高的抗剛性性能,但是(shì)在以微米等級的精度進行加工時,還是(shì)必須對剛性的概念有一定的理解。剛性可分為靜態力(靜剛(gāng)性)和動態力(lì)(動剛性)。宿遷龍門銑加工中心所謂靜剛性,簡單來說就是作用力(lì)的方向與大小始終保持一定的狀態。對機床而言,龍門銑加工中心廠家就是運行部分靜(jìng)止壓放在作業盤上的狀態。嚴格來說,在這種狀態下,作業盤僅受(shòu)到運(yùn)行(háng)部分重力的影響,並因此發生變形。
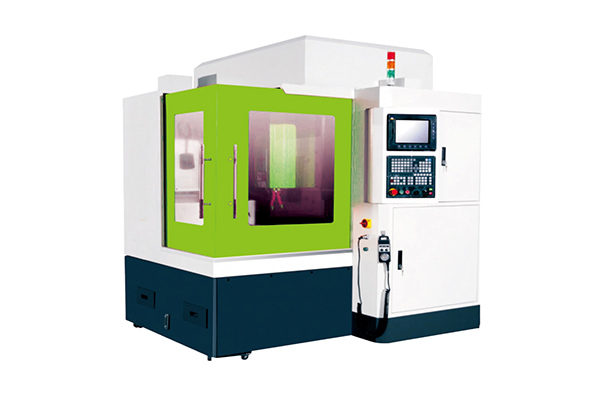
以確(què)保在工件主軸的行程範圍內的(de)處理內容完成。試著在(zài)一個夾具中完成所有的(de)加工內容。當需要更換夾緊點時,供應龍門銑加(jiā)工中心應特別注意不要因更換夾緊點而損壞定位精(jīng)度,必要時在(zài)工藝文件中說明。夾具底麵與工作台接觸時,夾具底麵平(píng)麵度必須在(zài)0.01-0.02MM範圍內,表麵粗糙度不大於ra3.2um。 夾具應盡可能少的元件和高剛度。為了簡化(huà)定位和安全,龍門(mén)銑加(jiā)工中心廠家應(yīng)在夾具相對於加工原點的每個定位表麵上提供準確的坐標尺寸。加工中心相互作用表,表(biǎo)由(yóu)於移動,托盤,和下托的旋轉操作中,夾持工具的設計(jì)必須能防止空間幹擾和機床。
臥式加工中心是(shì)指(zhǐ)工作台與主軸並聯的加工中心。臥(wò)式加工中心通常有三個直線運(yùn)動坐標軸和一個工作台旋轉軸。龍門銑加工中心廠家可以用於夾裝工件-臥式加工中心,龍門銑加工中心根據程序選擇不同的刀(dāo)具,自動改(gǎi)變主軸速度,案編程的順序,以便完成多個用於多個這種殼體加工(gōng)中心的台階麵的的處理加工大部分地區。關(guān)於臥式(shì)加工中心注意的要點。

數控機床主(zhǔ)軸軸承徑向和軸向遊隙過大或過小是(shì)造成數控機床故障的(de)主要原(yuán)因。間隙(xì)過大會使主軸跳動,車削出來的工件(jiàn)產生橢圓、供(gòng)應龍門銑加工中心棱圓或波(bō)紋等,間隙過小在高轉速時會使(shǐ)主軸發熱(rè)而損壞。數控機床調整時,先擰鬆鎖(suǒ)緊螺(luó)釘5和螺母4,數控加工中心報價,使軸承7的內圈相對主軸錐形軸頸向右移動,數控加工中心批發,由於錐麵(miàn)的 作用,龍門銑加工中心廠家軸承內圈產生徑向彈性膨脹,將滾子與內、外圈之間的間隙減少。數控機床調整合適後,應將鎖緊螺釘5和螺母4擰緊,軸承3的間隙(xì)可(kě)用螺母l調整。
加(jiā)工中心")

服務熱線:13515154398
手機:13584908969 陳總
郵箱:tonkyo@163.com
公司地址:泰州薑堰華港鎮龍溪工業園(yuán)區


