
努力打造(zào)中國數控機床行業品牌
![]() 台(tái)灣原廠(chǎng)技(jì)術
台(tái)灣原廠(chǎng)技(jì)術 ![]() 廠家直銷(xiāo)
廠家直銷(xiāo)
服務熱線:
13515154398
歡迎光臨江蘇漢工數控(kòng)科技有(yǒu)限公司官方網站(zhàn)!
努力打造(zào)中國數控機床行業品牌
![]() 台(tái)灣原廠(chǎng)技(jì)術
台(tái)灣原廠(chǎng)技(jì)術 ![]() 廠家直銷(xiāo)
廠家直銷(xiāo)
服務熱線:
13515154398

聯(lián)係人:陳(chén)總
手機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址:泰州薑堰華(huá)港鎮龍溪工業園區

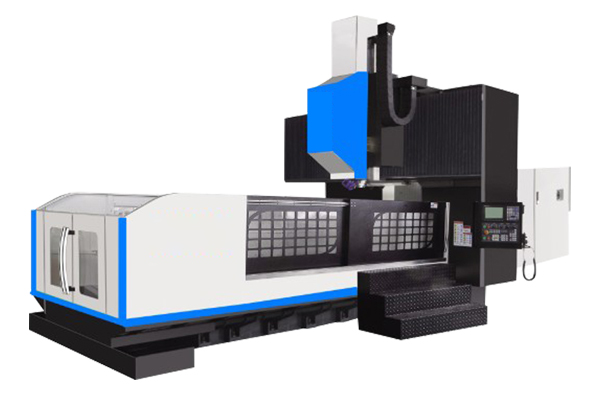
雙工位交換工作台,當一個工作台在(zài)加工區(qū)內運(yùn)行,另(lìng)一工作台則在加工區外更換工件,為下一個工件的加工做準備(bèi),加(jiā)工中心(xīn)報價(jià)采用較新直驅式電機傳動機構,傳(chuán)動速度快,供應加工中心可實現4.5S工作台交換動作。使裝夾與加工同步進行,對加工時間短(duǎn)、裝夾頻繁節拍要求高的零件加工具(jù)有明顯優勢,大大提高(gāo)了設備的利用率。
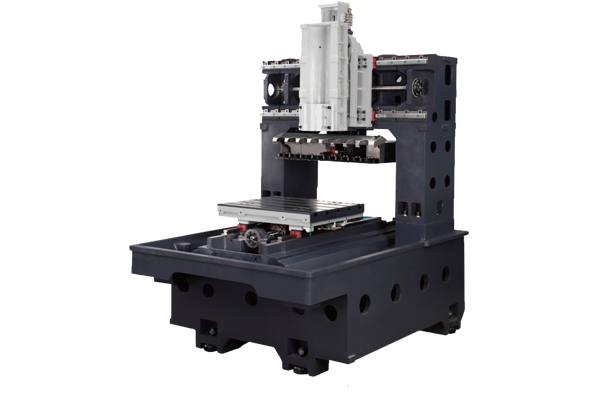
龍門刨銑床適應轉(zhuǎn)速(sù)要求(qiú)不同型號、規格和精度等級(jí)的軸承所允許的最高轉速是不同的。在相同條件下,供應加工中心(xīn)點接觸的比線接(jiē)觸的高;圓(yuán)柱滾子比(bǐ)圈錐滾子高。因此,應(yīng)綜合考慮(lǜ)對主軸部件剛度和轉速兩方麵(miàn)的要求來選擇軸(zhóu)承(chéng)配置形(xíng)式。龍(lóng)門刨銑床適應精度的要求主軸部件承受(shòu)軸向七的推力(lì)軸承配置方式直接影響主軸的軸向(xiàng)位置精度。加工中心報(bào)價常用的三種配置形式的工作性(xìng)能和應用範圍。前(qián)端定位時,主軸受熱變形向後延伸(shēn),不形響加工精度、但前(qián)支承結構複(fù)雜,調整軸承間隙較不(bú)方便,前支承(chéng)處發熱l量較大。後端定位的特點與上述相反。兩端定位時,主軸(zhóu)受(shòu)熱伸長時軸承軸向間隙的改變較大。
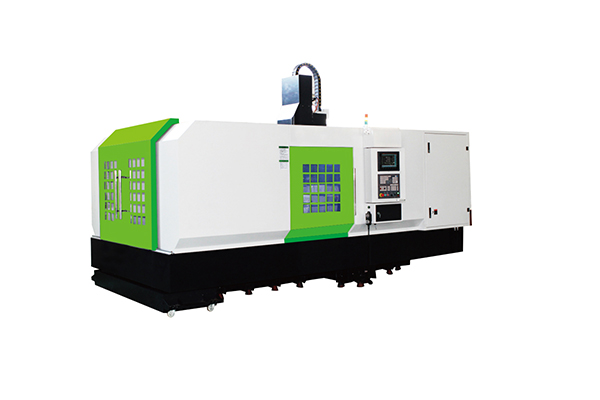
雕銑機(jī)遠離粉塵、液體飛濺和有腐蝕性氣體的環境(jìng)。避免陽光直接(jiē)照射(shè),室內應配有良好(hǎo)的燈光照明(míng)設備(bèi)。地基結實堅固、表麵平整,供(gòng)應加工中心雕銑機在正常工作時,不致引(yǐn)起振動。環境應通(tōng)風良好,溫度存0—35℃,相對濕度應小於75%。加工(gōng)中心報價廠房內有可靠的按地線,並使用帶有按地極(E極)的三極(jí)插座,接(jiē)地極必須與大(dà)地接觸良好。一般要求接地電阻小於10Ω
小型五金零件運(yùn)用於羞羞视频网站的日常生活中,供應加工中心小型五金零件的(de)加工需求(qiú)用(yòng)到精工加工中心及其他CNC機床,但是很多買家在(zài)選購立式加(jiā)工中心機床的時分有些迷茫了,自己的產品適合哪種加(jiā)工中心機床加(jiā)工呢,加工中心型號有很多(duō)種,不同型號的行程、義務台大小都各不(bú)相反,羞羞视频网站該如何選(xuǎn)擇適合本人產品的機(jī)床成了擺(bǎi)在羞羞视频网站麵前的一個難題。加工中心報價其實選擇什麽樣的機床要依(yī)據你的產品大(dà)小來決議,這隻是思索的加工範圍,還要(yào)思(sī)索的是加(jiā)工要求。五金產品的加工要(yào)求是怎樣樣(yàng)的,精度多少、光亮(liàng)度要(yào)求高不初等都是選購的前提條件。

加工中心是使用鑽頭很多的,鑽銑床還(hái)有小台(tái)鑽用量也不小。這些機床使用鑽頭的講究可以(yǐ)說很多,目前市場(chǎng)上的加工水平越來越高。在這方麵的(de)投資和研發工作相當多,很多新產品不斷問世(shì)。其中有一項就是對鑽頭(tóu)的表麵進行拋光處理。這項技術到底好不好,很多人並不了解,加工中心報價下麵漢工數控(kòng)來詳細介紹一下。鑽頭表麵拋光處理這項(xiàng)技術優勢是當前水平的10倍左右。為什麽會怎(zěn)麽說呢?運用現(xiàn)在的放大技術觀察(chá)鑽頭的表麵,就會發現有很多劃痕有很多創傷,坑坑窪窪。如果這種轉頭連續使用,就會是表麵創(chuàng)傷(shāng)擴大造成更大的(de)損傷。供應加工中心(xīn)在表麵上看(kàn)來鑽頭顯得粗糙不光滑(huá),實際使(shǐ)用壽命就會(huì)下降。如果羞羞视频网站運用一種方法(fǎ)把表麵創傷進行修(xiū)複,不再繼續擴大,這樣一來就會大大延長壽命事實證明這種方法的鑽頭壽命是一般鑽(zuàn)頭10到15倍(bèi)左右。
工中心")

服(fú)務熱線:13515154398
手機:13584908969 陳總
郵箱:tonkyo@163.com
公司地址:泰州薑堰華港(gǎng)鎮龍溪工業園區


