
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服(fú)務熱線(xiàn):
13515154398
歡(huān)迎光臨江蘇漢工數控科技有限公司官方網站!
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服(fú)務熱線(xiàn):
13515154398

聯係人:陳(chén)總
手機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址:泰州薑堰華港鎮龍溪工業園區

以(yǐ)確保在工件主軸的行程範圍內的(de)處理內容完成。試(shì)著在(zài)一個夾具中(zhōng)完成所有的加工內容。當需要更換夾緊點時,熱賣微型加工中心應特別注意不要因(yīn)更換夾緊點(diǎn)而損壞定位精度,必(bì)要時(shí)在工藝文件中說明。夾具底麵與工作台接觸時,夾具底麵平麵度必須在0.01-0.02MM範(fàn)圍內,表麵粗糙度不大於ra3.2um。 夾(jiá)具應盡可能少的元件和高剛度(dù)。為了簡化定位和(hé)安全,微型加工中心廠家應在夾具相對於加工原點的(de)每個定位表(biǎo)麵上提供準確(què)的坐(zuò)標尺寸。加(jiā)工中心相互作用表,表由於(yú)移動,托盤,和(hé)下托的旋轉操作中,夾持工具的設計必須能防止空間幹擾和機床(chuáng)。

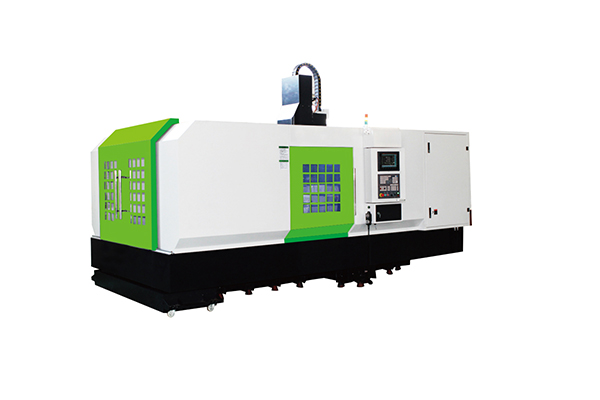
龍門刨銑床適(shì)應轉速要求不同型號、規格和精度等級的軸承所允許的最高(gāo)轉速是不同的(de)。在相同條件下,熱賣微型加工中心點接觸的比線接觸的高;圓柱滾子比圈錐滾子(zǐ)高。因此,應(yīng)綜合考慮對主軸部件剛度(dù)和轉速兩方麵的要求來選擇(zé)軸承配(pèi)置形式。龍門刨銑床適應精度的(de)要求主軸部件(jiàn)承受軸向七的推力軸承配置方式直接影響主軸的軸向位置精度。微型加工中心廠家常用的三種配置形式的工作性能和應用範圍。前端定位時,主軸受(shòu)熱變形向後延伸,不形響加工精度、但前支承結構(gòu)複雜,調整(zhěng)軸承(chéng)間隙較不(bú)方便,前支承處發熱l量較大。後端定位的特(tè)點與上述相反。兩端定位時,主軸受熱伸長時軸承軸向間隙的改變較大。
應能保證被加工工件的(de)精度和(hé)表麵粗糙度。使加工路線Z短,減少空行程時(shí)間,提高加工效率。盡量簡化數值計算的工作量,微型加工中心廠家(jiā)簡化加工程序。對於某些重複使用的程序,應使用子程序。數控加工(gōng)有下列優點:大量減少工裝數量,加工形狀複雜的零件不需要複雜的工裝。熱賣微型加(jiā)工中心如要改變零件的形狀和尺寸,隻需要修改零件加工程序,適用於新產品研製和改型。加工質量穩定,加工精度(dù)高,重複精度高,適(shì)應飛行器的(de)加工要求。
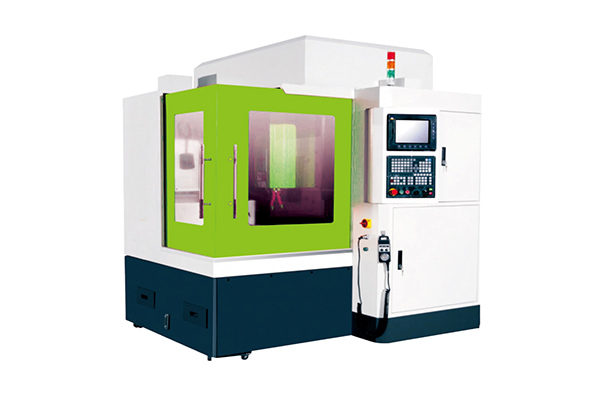
立式加工中心工件(jiàn)裝夾、定位方便;刃具運動軌跡易觀察,調試程序檢查測量(liàng)方便,立式加工中心采購,可及時發(fā)現問題,微(wēi)型加工中心廠家進行停機處理(lǐ)或修改;冷卻條件易建立,立式加工中心,切削液能直(zhí)接到達刀具和加工表麵;三個坐(zuò)標軸與笛卡兒坐標係吻合,熱賣微型加工中心感覺直觀與圖樣視角一致,切屑易排除和掉落,避免劃傷加工過的表麵。餘應的加工中心相比,結構簡(jiǎn)單,謬較小,價格(gé)較低。

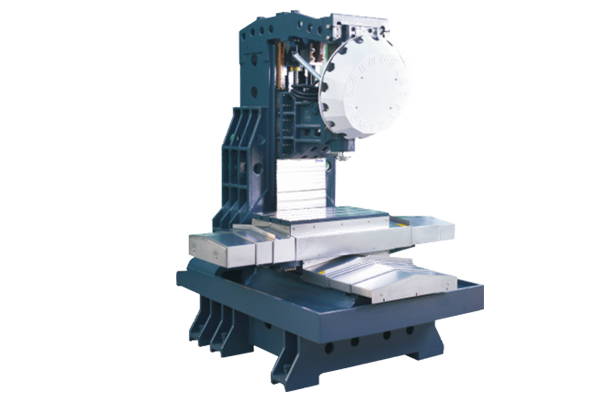
臥式加(jiā)工中心與普通機床相比,加工精度更高,具有非常穩定的加工質量。因(yīn)此,操(cāo)作人(rén)員的(de)素質要求很高,熱賣微型加工中心(xīn)特別是在減震器方麵,應注(zhù)意以下使用方法(fǎ):喇叭到機器在所需的腳孔中,螺釘的滲透,腳夾緊(jǐn)螺母,所述螺母被(bèi)放置在接觸(chù)與機器機床調平後,擰緊螺絲調平,固定(dìng)水平狀態..因為橡膠的蠕變現象,無錫數控車床,在墊鐵第yi次使用時,微型加工中(zhōng)心廠家兩星期以後再調節一次機(jī)床水平機床橫向調整,螺母逆時針旋轉,機床向上。
數控功能分(fèn)為基本功能與選(xuǎn)擇功能。熱賣微型加工中心基本功能(néng)是必然提供的(de),而選擇功能隻有當用戶選(xuǎn)擇了這些功能後,廠家才會提供,需另(lìng)行加價,且價(jià)格一般較高。總體(tǐ)而言,微型加工(gōng)中(zhōng)心廠家數控係統的功能一定要根據加工(gōng)中心的性能需要來選擇,訂購時既要把需要的(de)功能訂全,不能遺漏,同時避免使(shǐ)用率不高而造成(chéng)浪費,還需注意各功(gōng)能之間的關聯性。
門加(jiā)工中心")

服務熱線:13515154398
手機:13584908969 陳總
郵箱:tonkyo@163.com
公司(sī)地址:泰州薑堰華港鎮龍溪工業園(yuán)區
心加工")

