
努(nǔ)力打造中國數控機床行業(yè)品牌
![]() 台灣原(yuán)廠技術(shù)
台灣原(yuán)廠技術(shù) ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398
努(nǔ)力打造中國數控機床行業(yè)品牌
![]() 台灣原(yuán)廠技術(shù)
台灣原(yuán)廠技術(shù) ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398

聯係人:陳總
手機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址:泰州(zhōu)薑堰華(huá)港鎮龍溪工(gōng)業園區
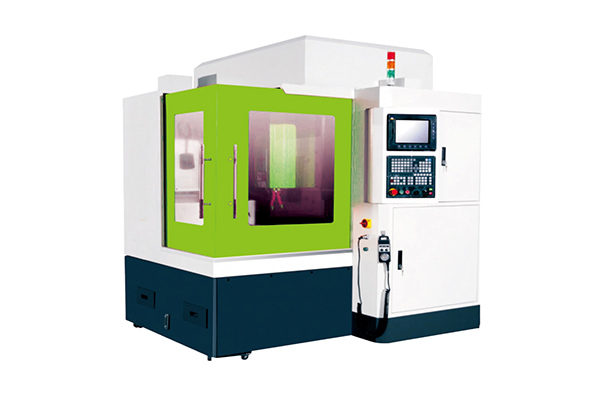
立式銑床立銑頭中,主要易損件有主(zhǔ)軸(zhóu)、主(zhǔ)軸套簡及套筒體孔。這些(xiē)零件,在不發生(shēng)嚴重磨損以致失效的情況下一般都可做-定的(de)修複後繼(jì)續使用。 各磨損件修複方法如下:主軸的修複: XA5032立式銑床的銑頭(tóu)的主軸結構與XA6132臥式銑床銑頭主軸結構基本-致,加工中心機床廠家 其修複方法可參(cān)照進行。套簡體孔的修複:套(tào)筒體孔(kǒng)的磨損會導致孔的圓度、圓柱度誤差增加,表麵粗糙度變差。由(yóu)於在正常使用下,不會產生嚴重的磨損,定製加工中心機床故-般隻需 要通過研磨(mó)修複(fù),即可恢複精度。但在修複(fù)之前需要單獨做一套(tào)研磨棒以供研磨時使用。
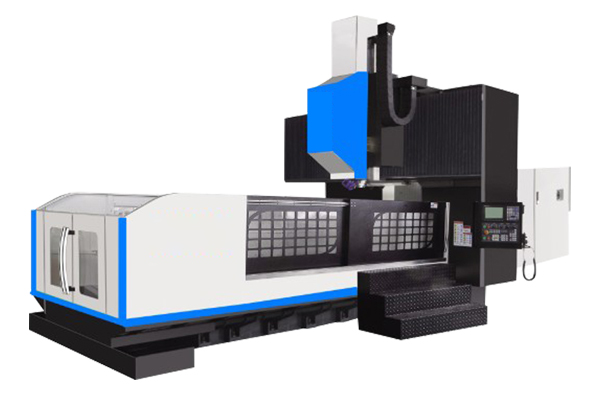
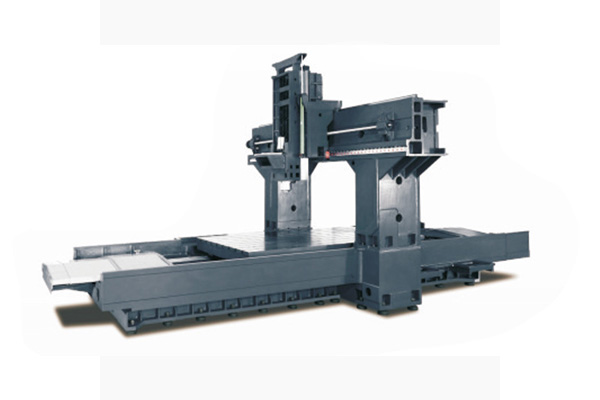
臥式加工中心的類型多樣的局形(xíng)式隨臥式和立式、工作台做進給運動和軸箱進(jìn)給運動的不同而不同(tóng),但從總體來看,不外乎由基礎部件、主軸部件、數控(kòng)係統、自動換刀(dāo)係統、自動交換托盤係統和輔助(zhù)係統幾大部分構成。數控銑床無換刀係統,其布局特點與加工(gōng)中心相似(sì)。加工中心機床廠(chǎng)家通常采用移(yí)動式立柱,工作台不升降,T形床身。T形床身可以做成一體,這樣剛度和精度保持性能比較好,當然其鑄造和加工(gōng)工藝性差些。定製加工中心機(jī)床分離式T形床身的鑄造和機械加(jiā)工工藝(yì)性都大大改善,但(dàn)聯接部(bù)份要用定位鍵和專用的定位銷(xiāo)定位,並用大尺寸螺栓緊用以保證剛度和精度。

加工時(shí)間較短或(huò)工件(jiàn)數(shù)量較多(duō)的加工需求,加(jiā)工中心機床廠家由於工件交換所需時間的比例變大以及大量工件裝夾的耗時增加,車削加工中心(xīn)直接省去裝夾、清(qīng)洗等耗費(fèi)的時間,節省了工件更換的(de)時間,定製加工中心機床(chuáng)大大地提升了加工效率。由於加工中可以進行工(gōng)件裝夾,一個操作人員可以同時對應多台(tái)機器,促進了用人成本的減少。

所謂切削(xuē)加工,就是在控製金屬等材料(加工物)與工具相(xiàng)對運動的(de)同時(shí),通過磨削、開孔(kǒng),塑造出目標形狀的技術。切削加(jiā)工大(dà)致可(kě)分為2類(lèi),分別是固定加工物、控製工具旋轉的“銑(xǐ)削”,定製加工中心機床以及旋轉加工物的“車削”。銑床加工通過旋轉安裝在旋轉軸上的、名為銑刀盤的切削(xuē)工具,來進行切削的加(jiā)工(gōng)。該工藝會用工具(jù)間(jiān)斷地銼磨固定的加工物進行切削(xuē),因(yīn)此不僅能將加工物(wù)表麵加工成平麵、曲麵,還能實現打孔、切槽等各類加(jiā)工。根據(jù)安裝工具的主軸的方向,銑刀盤可分為臥式、立式,還有主體呈門狀的門式等種類,可利用正麵銑(xǐ)刀、立銑刀、槽銑刀(dāo)等工(gōng)具,加工中心(xīn)機床廠(chǎng)家將加工物加工成目標形狀。通用銑削是由操作人員手動進行(háng)操作的銑床加工。在控製工具與加工(gōng)物相對移動(dòng)的同時,操作人員需要(yào)自行判斷設定工具的位置、送刀、速度、切入量等加工條件。能夠(gòu)實現隻有手動才能(néng)達成的精細加工,獲得高品質成品。

刀具半徑(jìng)補償量的變化一般在加工中心加工一段(duàn)時間後出(chū)現。對(duì)連續(xù)的程序段,當刀具半徑(jìng)補償量變化時,某一程序(xù)段終點(diǎn)的矢量要(yào)用該程序段指定的刀具(jù)補償量進行計算(suàn)。在進行數控程序的編(biān)製時,加工中心機床廠(chǎng)家一般我(wǒ)們把刀具的半徑(jìng)補償量在補償代碼中輸入為正值,如果把刀具半徑補償量(liàng)設為(wéi)負(fù)值時,在走刀軌跡方向(xiàng)不變的情況下,則相當於把數控程序中(zhōng)的補償位置指令,G41和G42互換,定製加工中心機床(chuáng)有可能出現(xiàn)加工中心原本進行工件外側的加工變為內側加工,出現意想不到的問題(tí),所以半徑補償輸入時一定要注意著兩種補償方向的設置。
如果立式銑床(chuáng)保養時應該先把橫梁主軸工作台和升降台在移動(dòng)前應先鬆開緊固螺釘,把清(qīng)除(chú)周圍雜物,定製加工中(zhōng)心機床(chuáng)再擦淨導軌和塗油。5.在立式銑床快速或自動進給(gěi)時應先(xiān)調整好限(xiàn)程檔鐵。6.工作中必須經常檢查(chá)設備(bèi),各部的運轉(zhuǎn)和潤滑情況。如(rú)運轉或潤滑不良時,應停止使用。7.工作台麵禁放工、卡量具和工件。8.調整自動循環時開車前必須檢查(chá)機床(chuáng)自動循環的正確性。加工中心機床廠家工作完(wán)成將立式銑床的各手柄置於非工作位置,工作台放在中(zhōng)間位置,升降台落在下(xià)麵並切斷電源10.嚴禁操(cāo)作者超負荷使用立式銑(xǐ)床。
龍門加工中心")

服務熱線:13515154398
手機:13584908969 陳總(zǒng)
郵箱:tonkyo@163.com
公司地址:泰州薑堰華港鎮龍溪工業園區


