
努力打造中國數控(kòng)機床行業品牌
![]() 台灣(wān)原廠技術
台灣(wān)原廠技術 ![]() 廠家直銷
廠家直銷
服務(wù)熱線:
13515154398
努力打造中國數控(kòng)機床行業品牌
![]() 台灣(wān)原廠技術
台灣(wān)原廠技術 ![]() 廠家直銷
廠家直銷
服務(wù)熱線:
13515154398

聯係人:陳總
手機: 13515154398
傳(chuán)真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址:泰州薑堰華(huá)港鎮龍溪工業園區
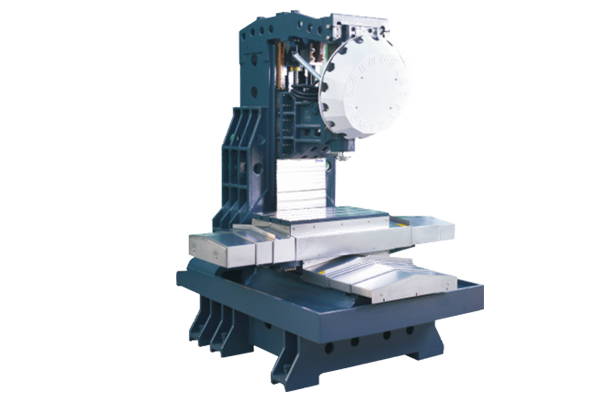
臥式(shì)加工中心的類型多樣的局形式隨臥式和立式(shì)、工作台做(zuò)進給(gěi)運動和軸箱進(jìn)給運動的不同而不同,但從總體來看,不外(wài)乎由基礎部(bù)件、主軸部件、數控係統、自動換刀係(xì)統、自動交換托盤係(xì)統和(hé)輔(fǔ)助(zhù)係統(tǒng)幾大部分構成。數控銑床無換刀係統,其(qí)布局特點與加工中心相似。複(fù)合(hé)加工(gōng)中心廠家通常采用移動式立柱,工作(zuò)台不升降,T形床身。T形(xíng)床身可以做成一體,這樣剛度和精度保持(chí)性能比較好,當(dāng)然(rán)其鑄造和加工工藝性(xìng)差些。定製複合加(jiā)工中心分(fèn)離式T形床身的鑄造(zào)和機械加工工藝性都(dōu)大大改善,但聯接部份要用定位鍵和專用的定位銷定位,並用大尺寸螺栓緊用以(yǐ)保證剛度和精度。
加工中心刀庫有很多種不同的形式,鬥笠式、刀臂式、同動式、、飛碟式等等很多不同的刀庫。 普通立式加(jiā)工中心使用的刀庫隻有鬥笠式和刀臂式。複合加工中心廠家刀臂式刀庫換刀速度(dù)能比鬥笠式刀庫節(jiē)約50%的時間,如(rú)果在批量加工生產(chǎn)時(shí),使用刀臂(bì)式刀庫是(shì)更見適合(hé)的。而同動式刀(dāo)庫(kù)和飛(fēi)碟式刀庫是高速加工中心和鑽攻中心特(tè)有的刀庫,定製複合加工中心這(zhè)寫高速機床(chuáng)的刀庫還有一個刀臂式(shì)刀(dāo)庫, 而這兩種(zhǒng)刀庫的換刀速度都比刀臂式刀庫快很多,可達到一秒內(nèi)完成換刀,可以節省加工輔助時間,但是效果並沒有鬥笠式刀庫和刀臂式刀庫的(de)對比明顯。

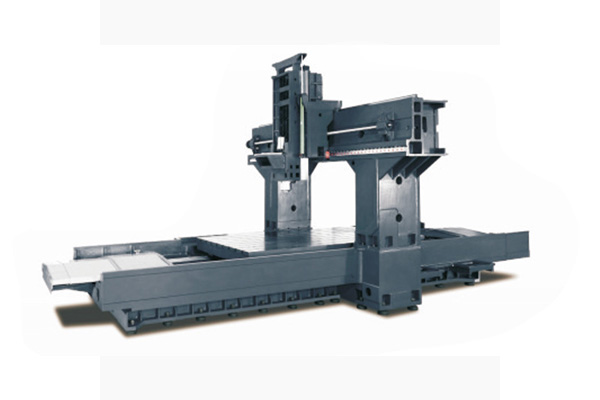
臥式加工中心的主軸和(hé)工(gōng)作台的表麵都是立式設計(jì)的加工中心,一般加工都是大型機床,那麽(me),定製(zhì)複合加工中心在實際(jì)生產和應用中它與臥(wò)式加工(gōng)中心有(yǒu)什麽區別呢設(shè)計(jì)不(bú)同上述設計是從兩個工作(zuò)表麵臥式(shì)加工中心的主軸線不同的(de)設計師(shī)的垂直和水平的加工中心,並平行於工作表麵設計師(shī)長軸,複(fù)合加工中心廠家水平適用於處理大的箱型的部件(jiàn)。
所謂切削加(jiā)工,就是在控製(zhì)金屬等材料(加工物)與工具相對運動的同時,通(tōng)過磨削、開孔,塑造出目標形狀的技(jì)術。切(qiē)削加工大致可分為2類,分別是固定加工物、控製工具旋轉的“銑削”,定製複合加工中(zhōng)心以及旋轉加工物的“車削”。銑床(chuáng)加工通過旋轉安裝在旋轉軸上的、名為銑刀盤的切削工具,來進行切削的加工。該工藝(yì)會用工具間斷地銼磨固定的加工物(wù)進(jìn)行切削,因(yīn)此不僅能將加工物表(biǎo)麵加工成平麵、曲麵,還能(néng)實現打孔、切槽等(děng)各類加工。根據安(ān)裝工具的主軸的方向,銑刀盤可分為臥式、立式,還有主(zhǔ)體呈門狀的門式等種(zhǒng)類,可利用正麵(miàn)銑刀、立銑刀、槽銑刀(dāo)等工具,複合加工中心廠家將加工物加工成目標形狀。通(tōng)用(yòng)銑削是由操作人員手動進行操作(zuò)的銑床加工。在控製工具與加工物相對移動的同時,操(cāo)作人員需要自行判斷設定工具的位置、送刀(dāo)、速度(dù)、切入量等加工條件。能夠實現隻有手動才(cái)能達成的(de)精細加工,獲(huò)得高品質成品。

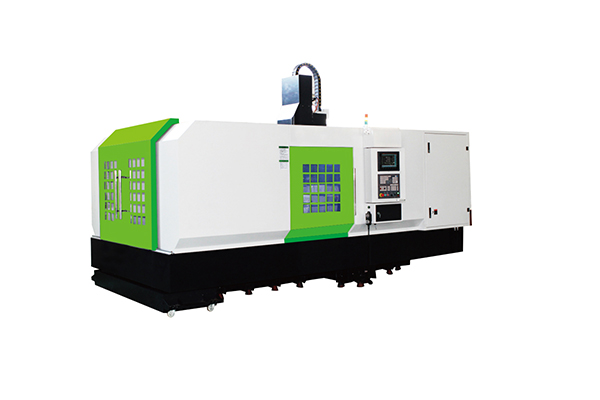
立(lì)式加工中心的主要部件包括以下結構。加工中心功能:是帶有刀(dāo)庫和自動換刀裝置的一種高度自動化的多功能數控機床。複合加工中心廠(chǎng)家在中國香港,中國台灣及廣(guǎng)東一代也有(yǒu)很多人叫它電腦鑼。加工中心具有數控係統、伺(sì)服係統、冷卻係統、風路係統、油路係統、打刀係統、檢測裝置、驅動裝置、機床傳動鏈等要素(sù),帶有刀(dāo)庫和自動(dòng)換刀裝置,定製複合加工中心它將(jiāng)數控銑床、數控鏜床、數控鑽床的功能組合在一起,功能強大。

控龍門加工中心")

中心加工")
