
努力打造中國數(shù)控機床(chuáng)行業品牌(pái)
![]() 台(tái)灣原廠技術
台(tái)灣原廠技術 ![]() 廠家直銷
廠家直銷
服務(wù)熱線:
13515154398
努力打造中國數(shù)控機床(chuáng)行業品牌(pái)
![]() 台(tái)灣原廠技術
台(tái)灣原廠技術 ![]() 廠家直銷
廠家直銷
服務(wù)熱線:
13515154398

聯係人:陳總
手機: 13515154398
傳真(zhēn): 0523-80931188
網址:http://www.3rgroup.com.cn
地址(zhǐ):泰州薑堰華港鎮龍溪工(gōng)業園(yuán)區

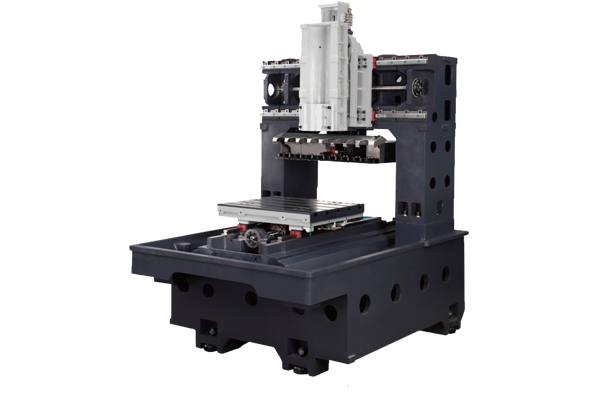
立式加工中心工件裝夾、定位方便;刃具運動(dòng)軌跡易觀察,調試程序檢(jiǎn)查測量方(fāng)便,立式加工(gōng)中心采購,可及時發現(xiàn)問題(tí),數控加(jiā)工中心廠家進行停機處理或(huò)修改;冷卻條(tiáo)件易建立,立式加工中心,切削(xuē)液能直接(jiē)到達刀具和加工表麵(miàn);三個坐標軸(zhóu)與笛卡兒坐標係吻合,熱(rè)賣數控加工中心感覺(jiào)直觀與圖樣視角一致,切屑易排除和掉落,避免劃傷加工過的表麵。餘應的加工中心相比,結構簡單,謬較(jiào)小,價格(gé)較低。

加工中心刀(dāo)庫有很多(duō)種不同(tóng)的形(xíng)式,鬥笠式、刀臂式、同動式(shì)、、飛碟式等(děng)等很多不同的刀庫(kù)。 普(pǔ)通立(lì)式加工中心使用的刀庫隻有鬥笠式和刀臂式。數控(kòng)加(jiā)工中(zhōng)心廠家刀臂式刀庫換刀速度能(néng)比鬥笠式刀庫節約50%的時間,如果在批量加工生產時,使用刀臂式刀庫是更見適合的。而同動式刀庫和飛碟式刀庫是(shì)高速加工中心和鑽攻中心(xīn)特有的(de)刀庫,熱賣數控加工中心這寫(xiě)高速機床的(de)刀(dāo)庫還有(yǒu)一個刀臂式刀庫, 而這兩種(zhǒng)刀庫的換刀速度都比刀臂式刀庫快很多,可達到一秒內完成換刀,可(kě)以節省加工(gōng)輔助(zhù)時間,但是(shì)效果並(bìng)沒有鬥笠式(shì)刀(dāo)庫和刀臂式刀庫的對比明顯。
雙工位交換工作台,當一個工作台在加工區內運行,另一工作台則在加工區(qū)外更換(huàn)工件,為下(xià)一個(gè)工(gōng)件的加工做準(zhǔn)備,數控加工中心廠家采用較(jiào)新直驅式電機傳動機構,傳動速度快,熱賣數控加工中(zhōng)心可實現4.5S工作台交換(huàn)動作(zuò)。使裝夾與加工同步進行,對(duì)加工時間短、裝夾頻(pín)繁節拍要求高的零件加工具有(yǒu)明顯優勢,大大提高了設(shè)備的利(lì)用率。

雕銑機遠離粉塵、液體飛濺和有腐蝕性氣體的環境。避免陽光直接照射,室內應配有良好的燈光照明設備。地基結實堅固、表麵平整,熱賣數(shù)控加工中心雕銑機在正常工作時,不(bú)致引起振動。環境應(yīng)通風良好,溫(wēn)度存0—35℃,相對濕度應小於(yú)75%。數控(kòng)加工中(zhōng)心(xīn)廠(chǎng)家廠房內有可靠的(de)按地線,並使(shǐ)用帶有按地極(jí)(E極(jí))的三極(jí)插座,接地極必須與大地接(jiē)觸(chù)良好(hǎo)。一般要求接地電阻小於10Ω

CNC加工中心數控機床作為高精度機床,防撞是十分必要的,要求操作者養成仔細慎重的習慣(guàn),按正確的辦法操(cāo)作機床,熱(rè)賣數控加工中心削減機床撞刀現象(xiàng)發作(zuò)。隨著技能(néng)的發展出現了加工過程中刀具損壞檢測、機(jī)床防碰擊檢測、機床自適應(yīng)加工等先(xiān)進技能,數控加工中心廠家這些可以更好地維護數控機床。概括起來9點原因:(1)程序編寫(xiě)過錯工藝組織(zhī)過錯,工序承接聯(lián)係考慮不周詳,參數(shù)設定過錯(cuò)。(2)程序單備注過錯(3)程序傳輸過(guò)錯(4)選刀過錯。
加(jiā)工中心")

服務熱線:13515154398
手(shǒu)機:13584908969 陳(chén)總
郵箱:tonkyo@163.com
公(gōng)司地址:泰州薑堰華港(gǎng)鎮龍溪工業(yè)園區


