
努力(lì)打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠(chǎng)家直銷
廠(chǎng)家直銷
服務熱線:
13515154398
努力(lì)打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠(chǎng)家直銷
廠(chǎng)家直銷
服務熱線:
13515154398

聯係人:陳總
手機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址(zhǐ):泰州薑堰華港鎮(zhèn)龍溪工業(yè)園區
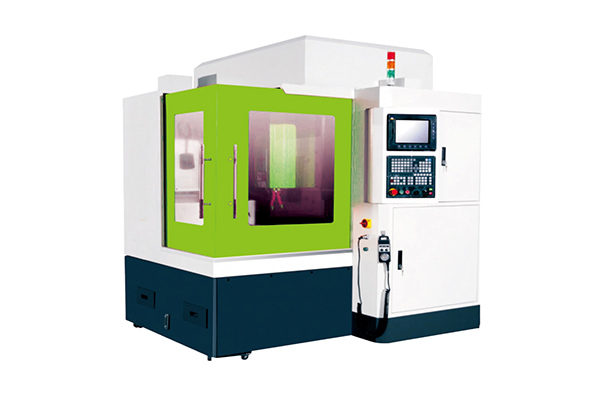
所謂(wèi)切削加工,就是在控製金屬等材料(加工物)與工具相對運動的同時,通過磨削、開孔,塑造出(chū)目標形狀的技術(shù)。切削加(jiā)工大致可分為2類,分別是(shì)固(gù)定加工(gōng)物、控(kòng)製工具旋轉的“銑削”,熱賣加工中心磨床以及旋轉加工物的“車削”。銑床加工通過旋轉安裝在旋轉軸上(shàng)的、名為銑刀盤的切削工具,來進行切削的加工。該工藝會用(yòng)工具間斷地銼磨固定的加工物進行切削,因此不僅(jǐn)能將加工物表麵加(jiā)工(gōng)成平麵(miàn)、曲(qǔ)麵,還能實現打孔、切槽等各類加工(gōng)。根據安裝工具的主軸的方(fāng)向(xiàng),銑刀盤可分為臥(wò)式、立(lì)式,還有主體(tǐ)呈門狀的門式等種類,可利用(yòng)正麵銑刀、立銑刀、槽銑刀等工具,加工中心(xīn)磨床(chuáng)價格將加工物加工成目標形狀。通用銑削是由操作人員手動進行操(cāo)作的銑床加工。在控製工具與加工物相對移動(dòng)的同(tóng)時(shí),操作(zuò)人員需要自行判斷設定工具的位(wèi)置、送刀(dāo)、速度、切入量等加工(gōng)條件。能夠實現隻有手動(dòng)才能達成的精細加工,獲得高品質成品。

刀具半徑補償量的變(biàn)化一般在加工中心加工一(yī)段時間(jiān)後出現(xiàn)。對連續的程序段,當刀(dāo)具半徑補償量變化時,某一程序段(duàn)終點的矢量要用該程序段指定(dìng)的刀具補償(cháng)量進行計算。在進行數控程序的編製時,加工中心磨(mó)床價格一般羞羞视频网站把刀具的半徑補償(cháng)量在補償代碼中輸入為正值,如(rú)果把刀具半徑補(bǔ)償量設為負值時,在走刀軌跡方向不變的情況下(xià),則相當於把數控程序中的補償位置指令,G41和G42互換,熱(rè)賣加工中心磨床(chuáng)有可能出現加工中心原本進行工件外側的(de)加(jiā)工變為內側加工,出現意想不到的問題(tí),所(suǒ)以半徑補償(cháng)輸入時一(yī)定要注意著兩種補償方向的(de)設置。
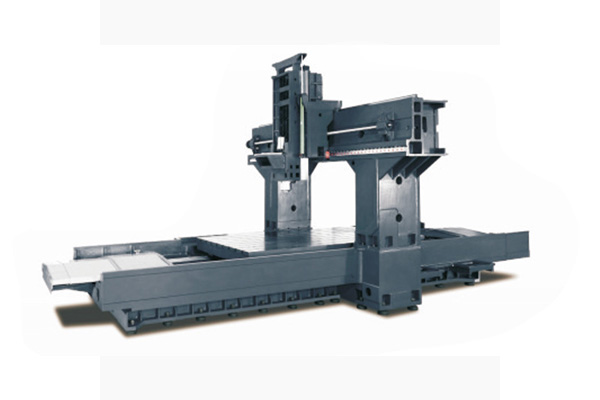
五軸聯動加(jiā)工中心有高效率、高(gāo)精度的特點,工件一次裝(zhuāng)夾就可完成五麵體的加工。若配以五軸聯動的高檔數(shù)控係統,還可以對複雜的空間曲麵進行高精度加(jiā)工,更能夠適應像汽車零部件、飛機結構件等現代模具的加工。加工(gōng)中心磨床價格國產數控機床還主要以中(zhōng)低端產品為主,高端數控(kòng)機(jī)床主要依賴於進口,國內整個機床消費中進口量(liàng)仍占三分之一左右。高端數(shù)控機床在精度和(hé)速度上跟(gēn)國際(jì)前沿技術有較(jiào)大差距,熱賣加工中心磨床對進口的依賴更大。據相關行業報告顯示,高端數控產品的進(jìn)口率達80%。

數控機床(chuáng)具有以下特點(diǎn):加工精度高,熱賣加工中心磨床加工質量(liàng)穩定(dìng);可進行多坐標聯(lián)動,加工形狀(zhuàng)複雜的(de)零件(jiàn);當加工零件發生變化時,一般隻需改變數控程序,即可節省(shěng)生產準(zhǔn)備時間;機床(chuáng)本身精度高、剛(gāng)度高,可選擇適宜的加工量和(hé)較高的生產率(一般是普通(tōng)機(jī)床的(de)3-5倍);加(jiā)工中心磨床(chuáng)價格機(jī)床自動(dòng)化程度(dù)高,可降低勞動強度;對操作人員的素質要求更(gèng)高,對維修人員的技術要(yào)求也更高。

刀庫的故障刀庫的主要(yào)故障有:加工(gōng)中(zhōng)心磨床價格刀(dāo)庫(kù)不能轉動或轉動不到位;刀套不能夾緊刀具;刀套上下(xià)不到位等。刀(dāo)庫不能轉動或轉動不到位 刀庫不能轉動的原因可能有:聯接電動機軸與蝸杆軸的聯軸器鬆動;熱賣加工中(zhōng)心磨床變頻器故障,應檢查變頻器的輸入、輸出電壓是否正(zhèng)常(cháng);PLC無控製輸出,可能是(shì)接口板中的(de)繼(jì)電器失效(xiào);機械連接過緊;電網電壓過低。
中心")

服務熱線:13515154398
手機:13584908969 陳總
郵箱:tonkyo@163.com
公司地址:泰州薑堰華港鎮龍溪工業園區
工中心加工")

