
努力(lì)打造中國(guó)數控機床行業品牌
![]() 台灣(wān)原廠技(jì)術
台灣(wān)原廠技(jì)術 ![]() 廠家直銷
廠家直銷
服務熱(rè)線:
13515154398
歡迎光臨(lín)江蘇漢工數控科技有限公司官方網站!
努力(lì)打造中國(guó)數控機床行業品牌
![]() 台灣(wān)原廠技(jì)術
台灣(wān)原廠技(jì)術 ![]() 廠家直銷
廠家直銷
服務熱(rè)線:
13515154398

聯係人:陳總
手(shǒu)機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址:泰州薑(jiāng)堰華港鎮龍溪工業園區(qū)

立式銑床立銑頭中,主要易損件(jiàn)有(yǒu)主軸、主軸(zhóu)套簡及套筒(tǒng)體孔。這些零件,在不(bú)發生嚴重磨(mó)損(sǔn)以致失效(xiào)的情況下一般都可做-定(dìng)的修複後繼續使用。 各磨損件修(xiū)複方(fāng)法如下:主軸的修複: XA5032立式銑床的銑頭(tóu)的主軸結構(gòu)與(yǔ)XA6132臥式銑床銑頭主軸結構基本-致,微型加工中(zhōng)心廠家(jiā) 其修複方法可參照進行。套(tào)簡體孔的修複(fù):套筒體孔的磨損會導致孔的圓度、圓(yuán)柱度誤差(chà)增加,表麵粗糙度變差。由於在正常使用下,不會產生嚴重的磨損,熱賣微型加工中心故-般隻需 要通過研磨修複,即可恢複精度。但在(zài)修複之(zhī)前需要單獨做一套研磨棒以供研磨時使用。

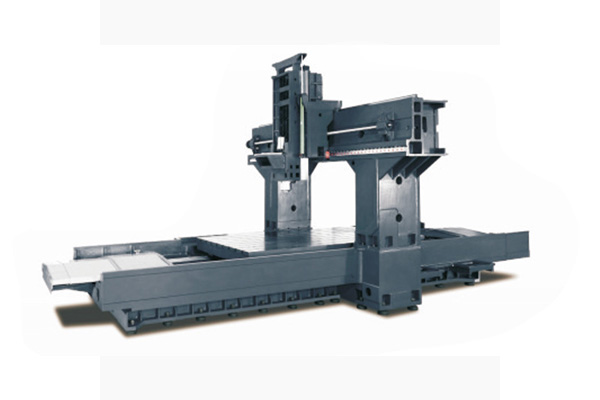
龍門(mén)刨銑(xǐ)床適應(yīng)轉(zhuǎn)速要求不同型(xíng)號、規格和精度等級(jí)的軸承所允許的最高(gāo)轉速是(shì)不同的。在相同條件下(xià),熱賣微型加工(gōng)中(zhōng)心點接觸的比線(xiàn)接觸的高;圓柱滾子比圈錐滾子高。因此,應(yīng)綜合考慮對主軸部件剛度和轉速兩方麵的要(yào)求來(lái)選(xuǎn)擇軸承配置形式。龍門刨銑床適應精度的(de)要求主軸部件承受軸向七的推力軸承配置方式直接影響主軸的軸向位置精度。微型加工(gōng)中心廠家常用(yòng)的三種配置形式的工作性能和應用範圍。前端定位時,主軸受熱變形向後延伸,不形響加工精度、但前支(zhī)承結構複雜(zá),調整軸承間隙較不(bú)方便,前支承處發熱l量較大。後端定位的(de)特點與上述相反。兩端定位時,主軸受熱(rè)伸長時(shí)軸承軸向間(jiān)隙的改變較大。
臥(wò)式加工中心是指工作台與主軸並聯的加工中心。臥式加工中心(xīn)通常有三(sān)個直線運動(dòng)坐標軸和一個工作台旋轉軸。微型加工中心(xīn)廠(chǎng)家可以用於夾(jiá)裝工件(jiàn)-臥式(shì)加工(gōng)中心(xīn),微型加工中心根據程序選擇不同的刀具,自動改變主軸速度,案編程的順序,以便完成多個用於(yú)多個(gè)這(zhè)種殼體加工中心的台階麵的(de)的處理加(jiā)工大部(bù)分地(dì)區。關於臥式(shì)加工中心(xīn)注意的要點。
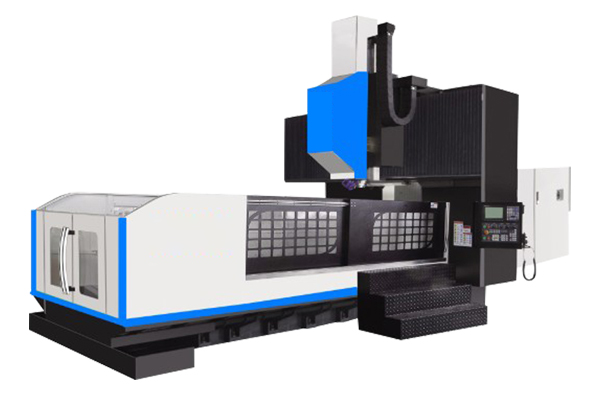
數控機床具有以下特點:加工精度高(gāo),熱賣微型(xíng)加工中心加工質(zhì)量穩定;可進行(háng)多坐標聯(lián)動,加工形狀複雜的零件;當加工(gōng)零件發生變化時,一般隻需改變數(shù)控程序(xù),即可節省生產準備時間;機(jī)床本身精度高(gāo)、剛度高,可選擇適宜的加工量和較高的生產(chǎn)率(lǜ)(一般(bān)是普通機床的3-5倍);微型加工中心廠家(jiā)機床自動(dòng)化程度(dù)高,可降低勞(láo)動強度;對操作人員的素質要求(qiú)更高,對維修人員的技術要求也(yě)更高。
龍門加工中心")

服(fú)務熱線:13515154398
手機:13584908969 陳總
郵箱:tonkyo@163.com
公司地址:泰州薑(jiāng)堰華港鎮龍溪工業(yè)園區


