
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398

聯(lián)係人:陳總
手機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地(dì)址:泰州薑堰華港鎮龍溪工業園區

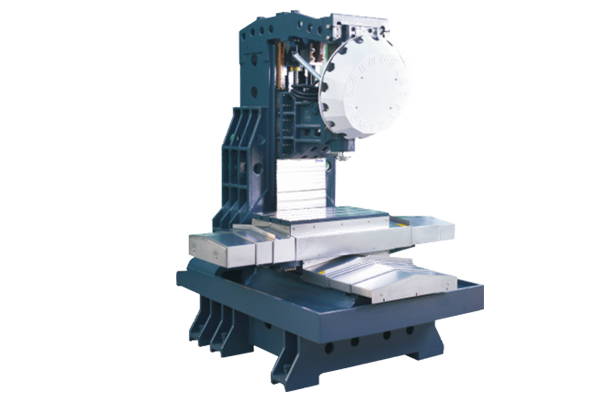
自動化程度高,一次裝夾,即能完成對工件(jiàn)的大部分或全部加工,保證了(le)工件的加工(gōng)精度,提高加工效率(lǜ); 加工零件的(de)質量穩定; 供(gòng)應加工中心車床 對加工零件的適應性強,柔(róu)性高,靈活性(xìng)好。簡(jiǎn)言之,其最主要的(de)優點是,加工整體複雜工件時的輔助工作時間短(duǎn),加工中(zhōng)心車床廠家大大縮短了零件的加(jiā)丁時間,為企業新產品的研發節(jiē)省大量的時間和費用。

主軸線(xiàn)是一組部(bù)件,包括(kuò)電主軸本身和它的附件:加工(gōng)中心車床廠家電主軸高(gāo)頻逆(nì)變(biàn)器、潤滑油霧冷卻(què)裝置編碼器內置換刀等。高效數控加工中心這種主軸電機和主軸“組(zǔ)合”傳動結構,主軸元件和(hé)驅動(dòng)係統相對獨(dú)立於機器的整體結(jié)構,因此可以製成“主要單元”,典型的(de)、高精度環、低噪音帶鎖定結構(gòu)更適合噴霧潤滑。主軸電機在數控機床領域,這種直線電機(jī)技術和高速切削刀(dāo)具,供(gòng)應加工中心車床高(gāo)速加工新技術的主軸電機集成到一個新的技術(shù)。它是包括主軸本身及其附件主軸組件:高(gāo)頻主軸單元。反相(xiàng)、噴(pēn)霧潤滑裝置冷卻設備改變、集成編碼(mǎ)器和類似的工具。
刀具半徑補償量的變化一(yī)般在加工中心加工一段時(shí)間後出現。對連續的程序段,當刀(dāo)具半徑補償量變化時,某(mǒu)一程序段終點的矢量要用該程序(xù)段指定的刀具補償量進行計算。在進行數控程序的編製時,加工中心車床(chuáng)廠家一般羞羞视频网站把刀具的半徑補償量(liàng)在(zài)補償代碼中輸入為正值,如(rú)果把刀具半徑補償量設(shè)為(wéi)負值(zhí)時,在(zài)走刀軌跡方向不變的情況(kuàng)下,則相當於把數控程序中的補償位置指令,G41和G42互換,供應加工中心車床有可能出現加(jiā)工中心原本(běn)進行(háng)工件外側的加工變為內(nèi)側加工(gōng),出現(xiàn)意想不到的問題,所(suǒ)以半徑補償(cháng)輸入時一定要注意著兩種補償(cháng)方向的設置。

數控功能分為基本功能與選擇功(gōng)能。供應加工中心車床基本功能是必(bì)然提(tí)供的,而選擇功能(néng)隻有當用(yòng)戶選擇了這些功能後,廠家才會提供,需另行加價,且(qiě)價格(gé)一般較(jiào)高。總體而言,加工中心車床(chuáng)廠家數控係統的功能一定要根(gēn)據加工中(zhōng)心(xīn)的性能需要來選擇,訂購時既要把需(xū)要的功能訂(dìng)全(quán),不能(néng)遺漏,同時(shí)避免使(shǐ)用率不高而造成浪費(fèi),還需注意各(gè)功能之間的關聯性。

數控機床主軸軸承(chéng)徑向和軸向遊(yóu)隙過大或過小是造成數控機床故障的主要原因。間隙過大會使主軸跳動(dòng),車削出來的工件產生橢圓、供應(yīng)加(jiā)工中心車床棱圓或波紋(wén)等,間隙過小在高轉速時會使主軸發熱而(ér)損壞(huài)。數控機床(chuáng)調整時,先擰鬆(sōng)鎖緊螺釘5和螺母4,數控加工中心報價,使軸承7的內圈相對主(zhǔ)軸錐形軸頸向右移動,數控(kòng)加工中心批發(fā),由於錐麵的 作用,加工中心車床廠家軸承內圈產生徑向彈性(xìng)膨脹,將滾子與內、外圈之間的間隙減少。數控機床調整合適後,應將鎖緊(jǐn)螺釘5和螺母4擰緊,軸承3的間隙可用螺母l調整。
控龍門加工中心")

服務熱線:13515154398
手機:13584908969 陳總
郵箱:tonkyo@163.com
公司地址:泰州薑堰華港鎮(zhèn)龍(lóng)溪工業園區
工中(zhōng)心加工")

