
努(nǔ)力打造中國數控機床行業(yè)品牌
![]() 台灣原廠(chǎng)技術
台灣原廠(chǎng)技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398
努(nǔ)力打造中國數控機床行業(yè)品牌
![]() 台灣原廠(chǎng)技術
台灣原廠(chǎng)技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398

聯係人:陳總
手機: 13515154398
傳真: 0523-80931188
網址(zhǐ):http://www.3rgroup.com.cn
地址:泰州薑堰華港鎮龍(lóng)溪工業園區

刀具半徑補償量的變化(huà)一般在加(jiā)工中心加工一段時間後出現。對連續的程(chéng)序段,當刀具半徑補償量變化(huà)時,某一程序段終點的矢量要用該程序段指定的刀具補償量進行計算。在進行數控程序的編製時(shí),龍門銑加工中心廠家一般羞羞视频网站把刀具的半徑補償(cháng)量在補償代碼中輸入為正值,如果把刀具半徑(jìng)補償量設為負值時,在走刀軌(guǐ)跡方(fāng)向不變的情況下,則相當於把數控程序中(zhōng)的(de)補償位置指令,G41和G42互換(huàn),定製龍門銑加工中心有可能出現加工中心原本進行工件外側的加工(gōng)變為內側(cè)加工,出現意想不到的問題,所以半徑補償(cháng)輸入時一定要注意著兩(liǎng)種補償方向的設置。

嚴禁把超(chāo)重、超長的刀具裝入刀庫,防止在機械手換刀時掉(diào)刀或刀具與工件、夾具等發生碰撞。順序選刀方式必須注意刀具放置在(zài)刀(dāo)庫中的順序要正確,其他選刀方式也(yě)要注(zhù)意所換刀具是否與所需刀具一致,定製龍門銑加工中心防止換錯刀具導致事故發生。用手動方式(shì)往刀庫上(shàng)裝刀時,要確保裝(zhuāng)到位(wèi),裝牢靠,並檢查刀座上的鎖緊裝置是否可靠。龍門銑加工中心(xīn)廠家經常檢查刀庫的回零位置是否正確,檢查機床主軸回換刀(dāo)點位置是否到位,發現問題要及時調整(zhěng),否則不能完成換刀動作。

臥(wò)式加工中(zhōng)心(xīn)的主軸和工作台的表麵都是立式設計(jì)的加工中心,一般加工都是大型機床,那麽,定製龍門銑加工中心在實際生產和應用中它與臥式加工中心有什麽區別呢設計不同上述(shù)設計是從兩個工作表麵臥式加工中心的(de)主(zhǔ)軸線不同的設計師的垂直和水平的加工中(zhōng)心(xīn),並平行於工(gōng)作表麵設計師長軸,龍門銑(xǐ)加工中心(xīn)廠(chǎng)家水平適用於處理大(dà)的箱(xiāng)型(xíng)的部件。

由於加工中心剛度會直接影響到生產效率(lǜ)以及機床的(de)加工精度,龍門銑(xǐ)加工中心廠家加(jiā)工中心的(de)加工速(sù)度大大高於普通機床,電動機功率也高於同規格的普通(tōng)機(jī)床,因此其結構設計的剛(gāng)度也遠(yuǎn)高於普通機床。訂貨時可按工藝要求、允許的扭矩、功率、軸力和進給力zui大值,定(dìng)製龍門銑加工中心根據製造商提供的數值(zhí)進行驗算。為(wéi)了獲(huò)得(dé)機床的高剛性(xìng),往往不局限於零(líng)件尺寸,而選用(yòng)相對零件尺(chǐ)寸大(dà)1至2個規格的機床。
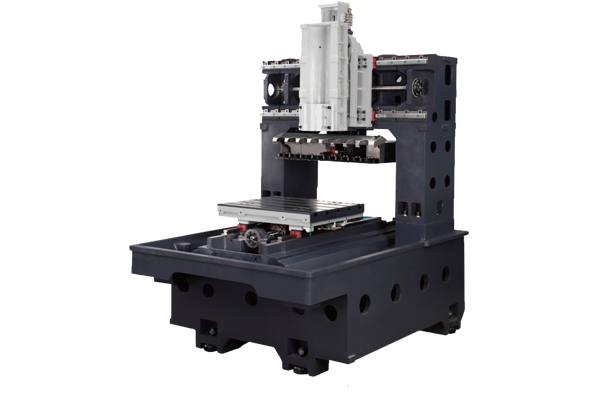
數控臥式(shì)加工中心的主軸采用寬裕電機驅動,扭矩大。良好的性(xìng)價比,出廠(chǎng)精度按國家標準壓縮30%,屬精密級加工中心。定製龍門銑加工中心分度台為1×360,鼠齒盤定位(wèi),定位精度高。換刀裝置采用台灣刀庫(kù)凸輪機械手,性能可(kě)靠,換刀時間短。五、數控臥式加(jiā)工中心采用三維造型設計,美觀大(dà)方。龍門銑加(jiā)工中心廠家數控(kòng)臥式加工中(zhōng)心(xīn)采用倒‘T’型布局,立柱移動,剛性好。
龍門加工中心")

服(fú)務熱線:13515154398
手(shǒu)機:13584908969 陳總
郵箱:tonkyo@163.com
公司地址:泰州薑(jiāng)堰華港鎮龍溪工(gōng)業園區(qū)


