
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家(jiā)直銷
廠家(jiā)直銷
服務熱線:
13515154398
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家(jiā)直銷
廠家(jiā)直銷
服務熱線:
13515154398

聯係人:陳(chén)總
手機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地(dì)址:泰州薑堰華港(gǎng)鎮龍溪工業園區

龍門加工中心(xīn)絲杠振動的原(yuán)因有可能是係統的(de)電參(cān)數錯誤或(huò)者是絲杠自身的原因。當絲(sī)杆出現振動時要(yào)及時處理(lǐ),避(bì)免造成零(líng)件的損壞和確保機床的安全加工,下麵就給大家講解一下絲杠振動的原因。定製龍門雕銑機一.絲杠安(ān)裝不當(dāng)龍門加工中心的絲杠一般為傳動精度較高的滾珠絲杠, 對於安裝的精度也有較高要求。安裝的過程中如果誤差(chà)較大,拖板在運(yùn)動過程中會使絲杠產生彎曲變形,此後絲杆受力不均勻就會產生(shēng)振動。二、絲杠螺母或拖板的安裝連接不(bú)當安裝(zhuāng)麵與基準(導軌)麵不垂直,龍門雕銑機價格就是安裝麵(miàn)與絲杠螺母接(jiē)合麵不平行,導致絲杠螺母緊固螺釘擰緊後迫使(shǐ)絲杠產生變形,發生振動現(xiàn)象(xiàng)。

嚴禁把超(chāo)重、超長的(de)刀具裝入(rù)刀庫,防(fáng)止在機(jī)械手換刀時掉刀(dāo)或刀具與工件、夾具等發生碰撞。順序選刀(dāo)方(fāng)式必須注意刀具(jù)放置在刀庫中的順序要正確,其他選刀方式也要注意所換刀具是否與所需刀具一致,定製龍門雕銑機防止換錯刀具導致事故發生。用手動方式往刀庫上裝刀(dāo)時,要確保裝到位,裝牢靠,並檢查刀座上的鎖緊裝置是否可靠。龍(lóng)門雕銑機價格經常檢查刀庫的回零(líng)位置是否正確,檢查(chá)機床主軸回換刀點位置是否到位,發現問(wèn)題要及時調整,否則不能完(wán)成(chéng)換(huàn)刀動作。
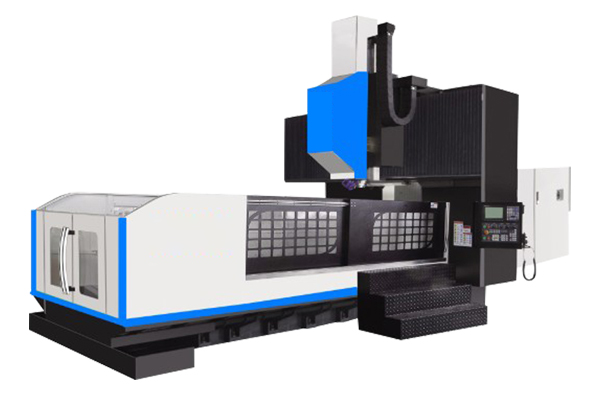
中國龍門加工中(zhōng)心原市(shì)場保有量少(shǎo),龍(lóng)門雕銑機價格二手市場更是幾乎沒有。中國(guó)製造正在逐步邁向中國“智”造中國數控機床正在轉向高速化、高精度化、複合(hé)化、智能化(huà)、開(kāi)放化、並聯驅動化、網絡化、極端化、綠色化(huà)已成為數控機床發展的趨勢和方向。中國作(zuò)為一個製(zhì)造大國,定製龍門雕銑機(jī)主要還(hái)是依靠勞動力、價格、資源等方(fāng)麵的比較(jiào)優勢維普龍門加工中心更是製(zhì)造商的不二之選。
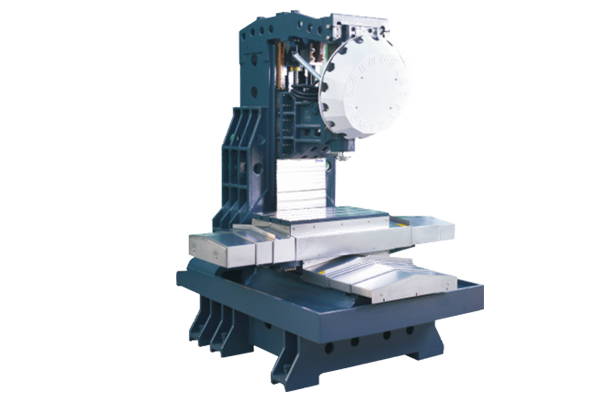
所謂切削加工,就是在控製金屬等材料(加工物)與工具相對運動的同時,通過磨削、開孔,塑造出目標形狀的技術。切削加工大(dà)致可分為2類,分別是固定加(jiā)工物、控製工具旋轉的“銑削”,定製龍門雕銑機(jī)以及旋轉加工物的“車削”。銑(xǐ)床加工通過旋轉安裝在旋轉軸上的、名為(wéi)銑刀盤的切削工具,來進行切削的加工(gōng)。該工藝(yì)會用工具間斷(duàn)地銼磨固定的加工物進行切削,因此不僅能將加工物表麵加工成平麵、曲麵,還能實(shí)現打孔、切槽等各(gè)類加工。根據安裝工具的主軸的方向,銑刀盤可分為(wéi)臥式、立式,還有主體呈門(mén)狀的門式等種(zhǒng)類,可利(lì)用正麵銑刀、立銑刀(dāo)、槽銑刀等工具,龍門雕銑機價(jià)格將加工物加工成目標形狀。通用銑削是由操作人員(yuán)手動進行(háng)操作的銑床加工。在控製工具與加工(gōng)物相對移動的同時,操(cāo)作人員需要(yào)自行判斷設定工(gōng)具的位置、送刀、速度、切入量等加工條件。能夠實現隻有手動才(cái)能(néng)達成的精細加工,獲得高品質成品。
心")

服務熱線:13515154398
手機:13584908969 陳總
郵箱:tonkyo@163.com
公(gōng)司地址:泰州(zhōu)薑堰華港鎮龍溪工業園區
加工")

