
努力打造中國數控機床行(háng)業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398
努力打造中國數控機床行(háng)業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398

聯(lián)係人:陳總
手機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址:泰州薑堰華港鎮龍溪工業園區
數控臥式加工中心的導軌采用款(kuǎn)包容(róng)窄導向的設計(jì)原則,導軌淬火磨削,硬度可達hrc52以上,與(yǔ)其相(xiàng)配的導(dǎo)軌麵貼塑,並采用間(jiān)歇集中潤滑,機床運動平穩,精度保持(chí)性好。供應加工中心鑽床數控轉台為連續分度,采用德(dé)國進口INA平板式推(tuī)力向心球(qiú)軸承,以保證良(liáng)好的傳動剛性與優化的減震性能(néng),加工中心鑽床廠家極大的改善了傳動係統的動態剛性,可實現15m/min快速(sù)移動速度。

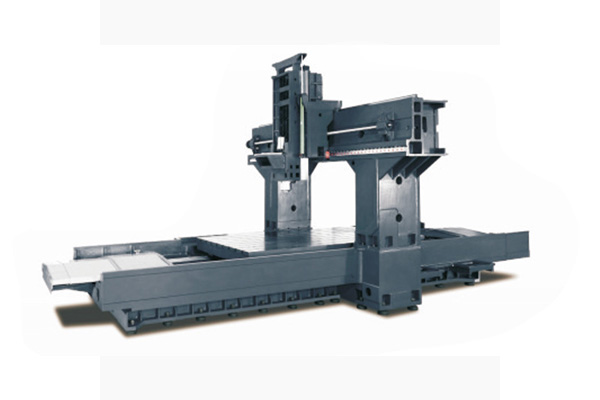
龍門刨銑床(chuáng)的主軸(zhóu)滾動軸承的合理布置,兩支承主軸軸承的配置形式兩支承主軸(zhóu)軸承的配置形式、包(bāo)括主軸軸承的選型、組合以及布置(zhì)。供應加(jiā)工中心鑽床主要根據對所設計主軸(zhóu)部件在轉速、承載能力、剛度以及精度等方麵的要求。給出常用的兩(liǎng)支承主軸滾動軸承的(de)布置形式。在確定兩支承主軸軸承配置形(xíng)式時應遵循以(yǐ)下一般原則:龍門刨銑床適應剛度和承載能力的要求首先(xiān)應滿足所要求的剛(gāng)度和承載能力。徑向載(zǎi)荷較大時,加工中(zhōng)心鑽床廠家可選用軸承配置形式;較(jiào)小(xiǎo)時,可(kě)選(xuǎn)用配置形式(shì)。此外,雙列軸承(chéng)比單列的剛度高。由於提高前支承的剛度能有效提高主軸部件的剛度,故提高剛度的軸承應配置在前支承。

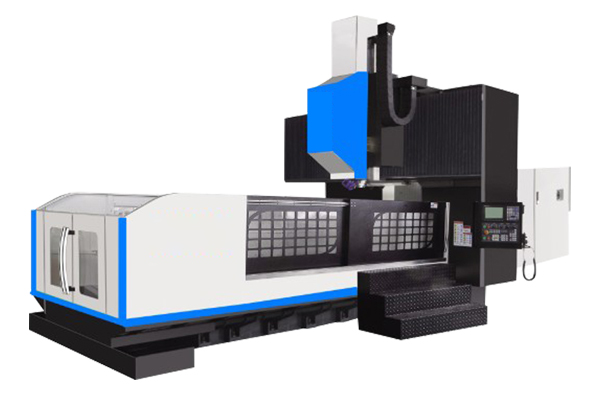
立式加工中心(xīn)是指主軸垂直,供應加工中(zhōng)心鑽床其結構形式多為固(gù)定柱,工作台(tái)為矩形,無分度旋轉功能的加工中心,應適用於加工板型,盤型,模具(jù)和小殼型複雜零件..立式加工中(zhōng)心能完成銑(xǐ)、廣州(zhōu)供應加(jiā)工中心鑽床鏜削、鑽(zuàn)削、攻螺紋和用切削螺紋等工序。其通常(cháng)具有三個線性運動軸,並沿安裝在桌(zhuō)子上(shàng)加工螺旋型部件的水平軸線的轉台,五個自由度可(kě)以(yǐ)被處理。

以確保在工件主軸(zhóu)的行(háng)程範圍(wéi)內的處理內容(róng)完成。試(shì)著在一個夾具中完成所有的(de)加工內容。當需要更換夾緊點時,供應加工中(zhōng)心鑽床應特別注意不要因更換夾緊點而損壞定位精度,必要(yào)時在工藝文件中說明。夾具底麵與工作台接觸時,夾具底麵平麵(miàn)度必須在0.01-0.02MM範圍(wéi)內,表麵粗糙度不大於(yú)ra3.2um。 夾(jiá)具應盡可能少的元件和高剛度。為了簡化定位和(hé)安全,加工中心鑽床廠家(jiā)應在夾(jiá)具相對於加工原點的每個定位表麵上提供準確的坐標尺寸。加(jiā)工中心相互作用表,表由於(yú)移(yí)動,托盤,和下托(tuō)的旋轉操(cāo)作中,夾持工具的設計必須能(néng)防止空間幹擾和機床。
數控精(jīng)度對加工質(zhì)量有(yǒu)舉足輕重的影響。要特別注意(yì)區別加工精度(dù)與機床(chuáng)精度兩個不同的概念。供應加工中心鑽床將生產廠家(jiā)樣本上或產(chǎn)品合格證上的位置精度當作臥式加工中心的加工精度(dù)是(shì)錯誤的。樣本或合格證上標明的位置精度是加工中心本身的精度,而加工精度是包括臥式加工中心本身所允許誤差在內(nèi)的整(zhěng)個(gè)工藝係統各種因(yīn)素所產生的誤差總和。選型時,加(jiā)工中心鑽床廠家可參考工序能(néng)力係數Cp的評定方法來作為機床加工精度的選(xuǎn)型(xíng)依據。一般說來,合肥加工中心,計算結(jié)果應大於(yú)1.33。


服務熱線:13515154398
手機:13584908969 陳總
郵箱:tonkyo@163.com
公司地(dì)址:泰州薑堰華港鎮(zhèn)龍溪工業園區


