
努力打造中國數(shù)控機床行業品牌
![]() 台灣原廠(chǎng)技術
台灣原廠(chǎng)技術 ![]() 廠家直(zhí)銷(xiāo)
廠家直(zhí)銷(xiāo)
服務熱線:
13515154398
歡迎(yíng)光臨江蘇漢工數控科技有限公司官方網站(zhàn)!
努力打造中國數(shù)控機床行業品牌
![]() 台灣原廠(chǎng)技術
台灣原廠(chǎng)技術 ![]() 廠家直(zhí)銷(xiāo)
廠家直(zhí)銷(xiāo)
服務熱線:
13515154398

聯(lián)係人:陳總
手機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地(dì)址:泰州薑堰華港鎮龍溪工業園區
所謂(wèi)切削加工,就是在控製金屬等(děng)材料(加工(gōng)物)與工具相(xiàng)對運動的同時,通過磨(mó)削(xuē)、開(kāi)孔,塑造出目標形狀的技術。切削加工大致可分為2類,分別是固(gù)定加工物(wù)、控製工具旋轉(zhuǎn)的“銑削”,供應加(jiā)工中心銑(xǐ)床以及旋轉加工物的“車削”。銑床加工通過旋轉安裝在旋轉軸上的、名為銑刀盤的切削工具,來進行切削的加工。該工藝會用工具間斷地銼磨固定的加(jiā)工物進行切削(xuē),因此不僅能將加工物表麵加工成平麵、曲麵,還能實現打孔、切槽等各類加工。根據安裝工(gōng)具的主軸的方向,銑刀盤可分為臥式、立(lì)式,還有主體呈門狀的門式等種類,可利用正麵銑刀、立銑刀、槽銑刀等工具(jù),加工中(zhōng)心銑床廠家將加工物加(jiā)工成目標形狀。通用銑削是由操作人(rén)員手動進行操作的銑床加工。在控製工具(jù)與加工物相對(duì)移(yí)動的同時,操作人員需要自行判斷設定工(gōng)具的位置、送刀、速度、切入量(liàng)等加(jiā)工條件。能夠實(shí)現隻有手動才(cái)能達成的精細加(jiā)工,獲得高品(pǐn)質成品。

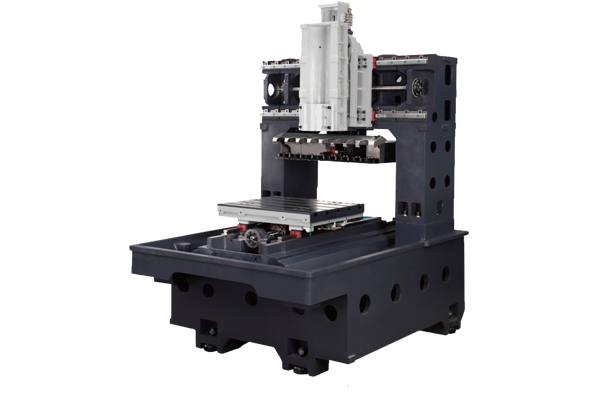
數控臥式加工中心的主軸采用寬裕電機驅動,扭矩大。良(liáng)好的性(xìng)價比,出(chū)廠(chǎng)精度按國家標準壓縮(suō)30%,屬精密級加工中心。供應加工中心銑(xǐ)床分度台為1×360,鼠齒盤定位,定位精度(dù)高。換刀裝置采用台灣刀庫凸輪(lún)機械手,性能可靠,換刀時間(jiān)短。五、數控臥式加工(gōng)中心采用三維造型設計,美觀(guān)大方。加工中心(xīn)銑床廠家數控(kòng)臥式(shì)加工中心采用倒‘T’型布局,立柱移動,剛性好。

程序(xù)設計有絕對程序設計和相對程序設計。供(gòng)應加工中心銑(xǐ)床相對編程是(shì)指以(yǐ)每一直線段的起(qǐ)點作為加工輪廓曲線的坐標原點(diǎn)所確定的坐標係(xì)。也就是(shì)說,相對規劃的(de)坐標原點經常發生變化(huà),當位(wèi)移(yí)連續時,不可避免地(dì)會出現累積(jī)誤差。絕對編程是在整個加工過程中(zhōng),有相對統一的基準點,即坐標(biāo)原點,所以累(lèi)積誤差小於相對編程。當NC車削工件時,加工中(zhōng)心銑(xǐ)床廠(chǎng)家工件的徑向尺寸精度一般高於軸向尺寸。因此,在編程(chéng)時,最好對(duì)徑(jìng)向尺寸采用絕對編程。考慮到加工和編程(chéng)的方便(biàn)性,軸尺寸通常采用相對編程,但對於軸的重要尺寸,絕對編程比較好。

龍門加工中心(xīn)絲(sī)杠振動的原(yuán)因有可(kě)能是係統的電參數(shù)錯誤或者是(shì)絲(sī)杠自身的(de)原因。當絲杆出現振動時要及時處(chù)理,避免造成零件的損壞和確保機床的安全加(jiā)工,下麵就給大家(jiā)講解一下絲杠振動的原因。供(gòng)應加(jiā)工中(zhōng)心銑床一.絲杠安裝不當龍門加(jiā)工中心(xīn)的絲杠一般為傳動精度較高的滾珠絲杠, 對於安裝的精度也有較高要求(qiú)。安(ān)裝的過程中如果誤差較大,拖板在運動過程中(zhōng)會使絲杠產生彎(wān)曲變形(xíng),此後絲杆受力不均勻就會產生振動。二、絲杠螺母或拖板的安(ān)裝連接不當安裝麵(miàn)與基準(導軌(guǐ))麵不垂直,加工中(zhōng)心銑床廠家就是安裝麵與絲(sī)杠螺母接合麵不平行,導致絲(sī)杠螺母緊固螺釘擰緊後迫使(shǐ)絲杠產(chǎn)生變形,發生振動現象。
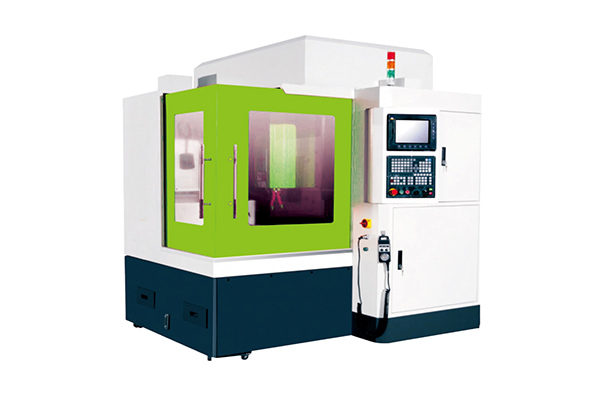
數控精度對加工質量有舉足輕重的影響。要特(tè)別(bié)注意區別(bié)加(jiā)工(gōng)精度與機床(chuáng)精度(dù)兩(liǎng)個不同的概念(niàn)。供應加工中心銑床將生產(chǎn)廠家樣本上或產品(pǐn)合格證上的位(wèi)置(zhì)精度當作臥式加工(gōng)中心的加工精度是錯誤的。樣(yàng)本或合格證上標明的位置(zhì)精度是加工中心本身的精度,而加工精度是包括臥式加工中心本身所允(yǔn)許誤差在內的整個工藝係統(tǒng)各種因素所產生(shēng)的誤(wù)差總和。選型時,加工中心銑床廠家(jiā)可(kě)參考工序能(néng)力係數Cp的評定方(fāng)法來作為機床加工精度的選型依據。一(yī)般說來,合肥加工中心(xīn),計算結果(guǒ)應大於1.33。
控龍門加工(gōng)中心")

服務熱線:13515154398
手機:13584908969 陳總
郵箱:tonkyo@163.com
公司地址:泰(tài)州薑(jiāng)堰華港鎮龍溪工業園區
中心加工")

