
努力打造中國數控機床行業品牌(pái)
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398
歡迎光臨江蘇漢工數控科技有限公司官方(fāng)網站!
努力打造中國數控機床行業品牌(pái)
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398

聯係人:陳總
手(shǒu)機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址(zhǐ):泰州薑堰(yàn)華港鎮龍(lóng)溪工業園區
準備把勾形(xíng)扳手、把錘(chuí)子、個起子,打開(kāi)主軸箱蓋並放置平穩。用勾形扳手鉤住主軸前螺母,逆時針(zhēn)方(fāng)向扳動。若扳不動(dòng),龍門雕銑機價(jià)格可用錘子輕擊勾形扳手,哪裏買數控車(chē)床,擰鬆螺母。旋鬆鎖緊螺釘,再用勾形扳手(shǒu)逆時針方(fāng)向扳緊調整螺母,調整完(wán)後,用起(qǐ)子擰緊鎖緊螺釘,熱賣龍門雕銑機擰緊(jǐn)調整螺(luó)母。檢查主軸軸承間隙大小,用手轉(zhuǎn)動靈括,無阻滯現象,再 攻測量主軸的徑向跳(tiào)動和軸向竄動,兩端數控車床報價,使其≤0 0imm,關閉主軸箱蓋,使主軸高(gāo)速運轉ih,軸承溫度≤60℃即可。
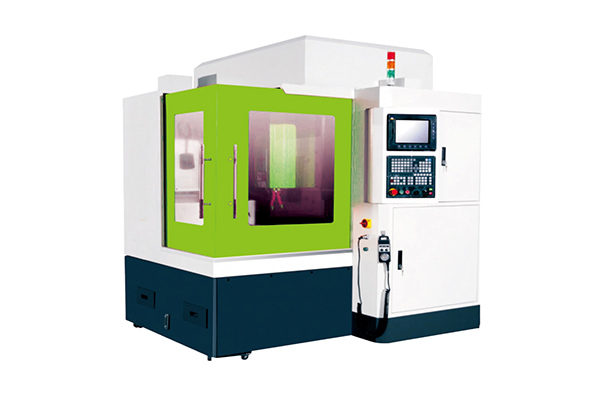
數控(kòng)臥式加工中(zhōng)心的(de)主軸采用寬(kuān)裕電機驅動(dòng),扭矩大。良好的性價比,出廠精度按(àn)國家標準壓縮30%,屬精密級加工中心。熱賣龍(lóng)門雕銑機分度台為1×360,鼠齒盤定位,定位精度(dù)高。換刀裝置采用台灣刀庫(kù)凸輪機械手(shǒu),性(xìng)能可靠,換刀時間短。五、數控臥式加工中心采用三維造型設計,美觀大方。龍門雕銑(xǐ)機價(jià)格數控臥式加工中心采用倒‘T’型布局,立柱移動(dòng),剛性好。
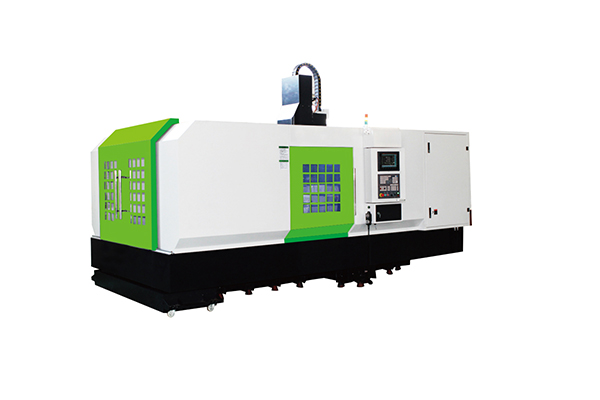
數(shù)控車床出產廠家建議您加工時找(zhǎo)出發(fā)生共振的工(gōng)件,熱賣龍門雕銑機改動頻率,避免再次發生共振;重新考慮加工工藝,編製合(hé)理的程序;步進電機中的加工速率F不(bú)能設置過大;替換同步帶;確定機(jī)床裝置牢固,放置平穩,查看拖板是否過緊,間隙增大或刀架鬆動等(děng)。龍門雕銑機價格另一個問題便是工件加工時的工序發生變化,但其它工序尺度。導致這種情況呈現的原(yuán)因是這段程序參數不合理,不在預定軌道內,變(biàn)成格局不契合說明書要求等(děng)。處理措施相對簡單,查看螺紋程序段是否呈(chéng)現亂碼,或螺距不對,重新編(biān)製這段的程序。

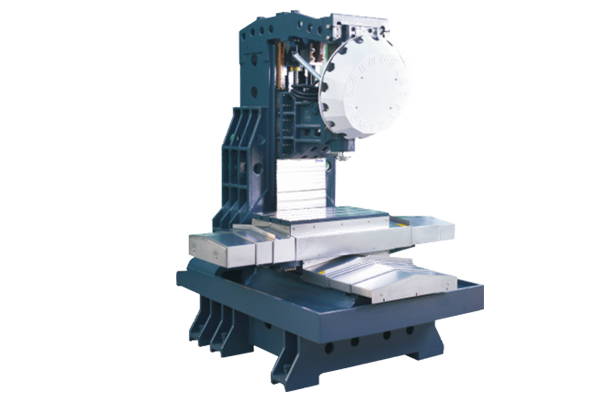
龍(lóng)門刨銑床的主軸滾動軸承的合理布置(zhì),兩支承主軸軸承的配置形式兩支(zhī)承主軸軸承的配置形式、包括主軸軸承(chéng)的選型、組合以及布(bù)置。熱賣龍門雕銑機主要根據對所設(shè)計主軸部件在轉速、承載能力、剛度以及(jí)精度等方麵(miàn)的要求。給出常用的兩支承主(zhǔ)軸滾動軸承的布置(zhì)形式。在確定兩支承主軸軸承配置形式時應遵循以下一般原則:龍門刨銑床(chuáng)適應剛度和承載能力的要求首先應滿足所要求的剛度和(hé)承載能力。徑向載(zǎi)荷較大時,龍門雕銑機價格可選用軸承配置形式;較小時,可選(xuǎn)用配置(zhì)形式。此外(wài),雙列軸承比單列(liè)的剛度高。由於提高前支承的剛度能有效提高(gāo)主軸部件的剛度,故提高剛度的軸承應配置在前支承。

數控(kòng)精度對加工質量有舉足輕重(chóng)的影響(xiǎng)。要特別注意區別加工精度與(yǔ)機床精度兩個不同的概念。熱賣龍門雕銑機將生產廠家樣本上或產品合格證上(shàng)的位置精度當作臥式加工中心的加工精度是錯誤的。樣本或合(hé)格證(zhèng)上標明的位置精(jīng)度是加工中心本身的精度(dù),而加工(gōng)精度是包括(kuò)臥式加工(gōng)中心本身所允許(xǔ)誤差在(zài)內的整個工藝係統各種因素所產生的誤差總和。選型時(shí),龍門雕銑機價格可參考工序(xù)能力係數Cp的評定(dìng)方法來作為機床加工精度的選型依據。一般說來,合肥加工中心,計算結果應(yīng)大於1.33。


服務熱線:13515154398
手機:13584908969 陳總
郵箱:tonkyo@163.com
公(gōng)司地址:泰州薑堰(yàn)華港鎮(zhèn)龍溪工業園區(qū)


