
努力打(dǎ)造中國數控機(jī)床行業品牌
![]() 台灣原廠(chǎng)技術
台灣原廠(chǎng)技術 ![]() 廠家直銷(xiāo)
廠家直銷(xiāo)
服務熱線:
13515154398
歡迎光臨江蘇漢工(gōng)數控科技有限公(gōng)司官方網站!
努力打(dǎ)造中國數控機(jī)床行業品牌
![]() 台灣原廠(chǎng)技術
台灣原廠(chǎng)技術 ![]() 廠家直銷(xiāo)
廠家直銷(xiāo)
服務熱線:
13515154398

聯係人:陳總
手(shǒu)機: 13515154398
傳真: 0523-80931188
網址(zhǐ):http://www.3rgroup.com.cn
地址(zhǐ):泰州薑堰華港鎮龍(lóng)溪工業園區
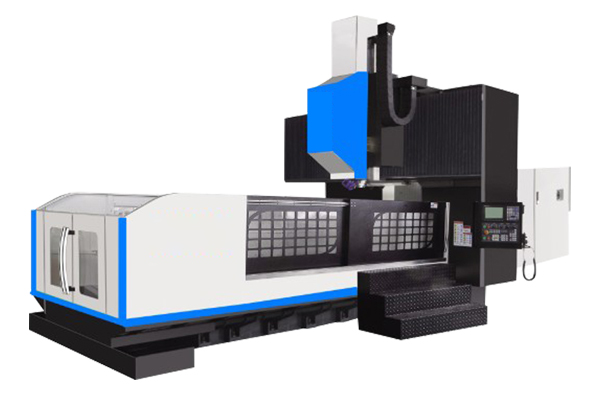
臥式加(jiā)工中心的(de)立柱普遍采用雙立柱框(kuàng)架結構形式,主軸箱在兩立柱之(zhī)間(jiān),沿導(dǎo)軌上下移動。這(zhè)種結構剛性大,熱對(duì)稱性好,穩定性高。加工中心廠家小型臥式加工中心多數采用固定立柱式結構,其床身不大(dà),且都是整體結構。臥式加工中心各個坐標的運動可由(yóu)工作台移(yí)動或由主軸移動來完成,也就是說某一方向的運功可以由(yóu)刀具固(gù)定,工件移動來完成,定製加工中心或者是由工件固定,刀具移動來完成。

數控機床主軸軸承徑向和軸向(xiàng)遊(yóu)隙過大或過小是造成數控機床故障的主要原因。間隙過(guò)大會使主軸跳動,車削出來的(de)工件(jiàn)產生橢圓、定製(zhì)加工中心棱圓或波紋等,間隙過小(xiǎo)在高轉速時會使主軸發熱而損壞。數控機床調整時,先擰(nǐng)鬆鎖緊螺釘5和(hé)螺母4,數控加工中心(xīn)報(bào)價,使軸承7的內圈相對主軸錐形軸頸向右移動,數控加工中心(xīn)批發,由於錐麵的 作用,加工中心廠家軸承內圈產生徑向彈性膨脹,將滾子與內、外圈(quān)之間的間隙減少。數控機床(chuáng)調整合適後,應將鎖緊螺(luó)釘5和螺母4擰緊,軸承3的間隙可用螺母l調整。

中國(guó)龍門加工中心原市場保有量少,加工中(zhōng)心廠家二手市場更是幾乎沒有。中(zhōng)國製(zhì)造正(zhèng)在(zài)逐步邁向中國“智”造中國數控機床正在轉向高速化、高精度化、複合化、智(zhì)能化、開放化、並聯驅動化、網絡化、極端化、綠色化已成為數(shù)控機床發展的趨勢(shì)和方向。中國作為(wéi)一個製(zhì)造大國,定製加工中心主要還是(shì)依靠勞動力、價格、資源等(děng)方(fāng)麵的比較(jiào)優勢維普龍門(mén)加工中心更是製造商的(de)不二之(zhī)選。

由於加工中心剛度會直接影響到生產效率以及機床(chuáng)的加工精度,加工中心廠家加工中心的加工速度大大高於普通機(jī)床,電動(dòng)機功率也高於(yú)同(tóng)規格的普通機床,因(yīn)此其結構設(shè)計的剛(gāng)度也遠高於普通機床。訂貨時可按工藝要求、允許的扭矩、功(gōng)率、軸力和進給力zui大值(zhí),定製加工(gōng)中心根據製造商提(tí)供(gòng)的數值進行(háng)驗算。為了獲得機床(chuáng)的高剛性,往往不局限於零件尺寸,而選用相對零件尺寸大1至2個規格的機床。
工中心")

服務(wù)熱線:13515154398
手機(jī):13584908969 陳總
郵箱:tonkyo@163.com
公司地址:泰州(zhōu)薑堰華港鎮龍溪工(gōng)業園區
工中心加工")

