
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398

聯係人:陳總
手機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址(zhǐ):泰州薑堰華港鎮龍溪工業園區
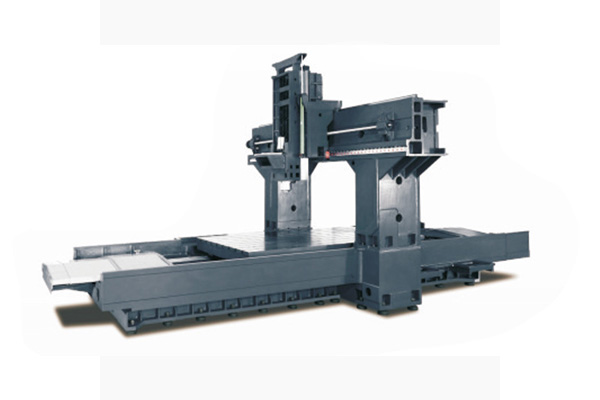
臥式加(jiā)工中心的類型多樣的局形(xíng)式隨(suí)臥式和立式、工作台做進給運動(dòng)和(hé)軸箱進給運動的不同而不同(tóng),但從總體來看,不外乎由基(jī)礎部件、主軸(zhóu)部件、數控係統、自動換刀係統、自動交換托盤係(xì)統和輔(fǔ)助係統幾大部分構成。數控銑床無換刀(dāo)係統(tǒng),其(qí)布(bù)局特點與加工中心相似。複合加(jiā)工中心價格通常采用(yòng)移(yí)動式(shì)立柱,工作(zuò)台不升降,T形床身。T形(xíng)床身(shēn)可以做成一體,這樣剛度和精度保持性能(néng)比較(jiào)好,當(dāng)然其鑄造和加工工藝性差些(xiē)。定製(zhì)複合加工中心分離式T形床身的鑄造和機械加工工藝性都大大改善,但聯接(jiē)部份要用定位鍵和專用的定位銷定位,並用大尺寸螺栓緊用以保證(zhèng)剛度和(hé)精度。

數控機床(chuáng)主軸軸承徑向和軸向遊隙過大或過小是造成數控機床故障的主(zhǔ)要原因。間隙過大會使(shǐ)主(zhǔ)軸跳動(dòng),車削出來的工件(jiàn)產生橢圓(yuán)、定製複合加工中心棱圓或波紋等,間隙過小在高轉速時會使(shǐ)主軸發熱而損壞。數控機床調整時,先擰鬆鎖緊螺釘5和螺母4,數控加工中(zhōng)心報價,使軸承7的內圈相(xiàng)對主軸錐形軸頸向右移動,數控加工中心批發,由於錐麵的 作用,複合加工中心價格軸承內圈產生徑向彈性膨脹,將滾子與內、外圈之間(jiān)的間隙減少。數(shù)控(kòng)機床調整合適後,應將鎖緊螺釘5和螺母4擰緊,軸承3的間隙可用螺母l調(diào)整。

臥(wò)式加工中心與普通機床相比,加工精度更高(gāo),具(jù)有非常穩定的(de)加工質量。因此,操作人員的素質要求很高,定製複合加工中(zhōng)心(xīn)特別(bié)是在減震器方麵,應注意以下使用(yòng)方法:喇叭到機器在所需的(de)腳孔中,螺釘的滲透,腳夾緊(jǐn)螺母,所述螺母被放置在接觸與機器機床調平後,擰緊螺絲調平,固定水平狀態..因為橡(xiàng)膠的蠕變現象,無(wú)錫數控車床,在墊鐵第yi次使用時,複合加工中心價(jià)格兩星期以後再調節(jiē)一次機(jī)床水平機床橫向調整,螺母逆時針旋轉,機床向上。

加工時間(jiān)較短或工件數量較多的加工需求,複合加工中心價格由於工件交換所需時間的(de)比例(lì)變大以及(jí)大量工件(jiàn)裝夾的耗時增加,車削加工中心(xīn)直接省去(qù)裝夾、清洗等耗費的時間,節省了工(gōng)件更換的時間,定製複合加工中心大(dà)大地提升了加(jiā)工效率。由於加工中可以進行(háng)工件裝夾,一個操(cāo)作人員可以同時對應多(duō)台機器(qì),促進了用(yòng)人成本的減少。




