
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398
歡迎光臨江(jiāng)蘇漢工數控科技有限(xiàn)公司(sī)官方網(wǎng)站!
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398

聯係人:陳總
手機(jī): 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址:泰州(zhōu)薑堰華港鎮龍溪工業園區(qū)

龍門刨銑床的主軸滾動軸承的合理布置,兩支承主軸軸承的配置(zhì)形(xíng)式兩支承主軸軸承的配置形式、包括主(zhǔ)軸軸承的選型、組合以(yǐ)及布置。定製加(jiā)工(gōng)中心銑床主要根據對所設(shè)計主(zhǔ)軸部件(jiàn)在轉速、承載(zǎi)能力、剛度以及(jí)精度等方麵的要求(qiú)。給出常用的兩支承主軸滾動軸(zhóu)承的布(bù)置形式。在確定兩(liǎng)支承主軸軸承配置形式時(shí)應(yīng)遵循以下一般原則:龍門刨銑床適應剛度和承載能力的要求首(shǒu)先應滿足所要求的剛度和承載能力。徑(jìng)向載荷(hé)較大時,加工中心銑床廠家(jiā)可選用軸(zhóu)承配(pèi)置形式;較小時,可選(xuǎn)用配置形式。此外,雙列軸承比單列的剛度高。由於提高前支承的剛度能有效提高主(zhǔ)軸部件的剛度,故提高剛度的軸承應配置在前支承(chéng)。

銑床羞羞视频网站都知道, 有立式銑床、臥式銑床、床身式銑床等眾多類型,立式銑床與臥式銑床相比較,主要區別(bié)是主軸垂(chuí)直(zhí)布置,加工中心銑床廠家廣泛應用於各個數控機床行業領域!因(yīn)為立式銑床(chuáng)適於加工較大平麵及利用各種帶柄銑刀加工溝槽及台階平麵,使用過程中應該注意什(shí)麽呢(ne)?立式(shì)銑床操作注意如(rú)下:1.在使用立式(shì)銑床之前必須按照(zhào)巡回檢查點仔細進行檢(jiǎn)查,定製(zhì)加工中心銑床並按潤(rùn)滑圖表進行潤(rùn)滑。2.如果停用立式銑床(chuáng)八小時以上再(zài)開動設備時,應先低速轉動三至五分鍾,確認潤(rùn)滑係統通暢各部運動正常後,再(zài)開始工作。

數控臥式加工中心的導軌采(cǎi)用款包(bāo)容窄導向的設計(jì)原則,導軌淬火磨削,硬度可達hrc52以上,與其相配的(de)導軌麵貼塑(sù),並采用間歇集中潤滑,機床運(yùn)動平穩,精度保持(chí)性好(hǎo)。定製(zhì)加工中心銑床數控轉台為連續分度,采用德國進口INA平板式推力向心球(qiú)軸承,以保證良好的傳動剛性與優化的減震性能,加(jiā)工中(zhōng)心銑床廠家極大的改善(shàn)了(le)傳動係統的動態剛性,可實現15m/min快速(sù)移動速度。
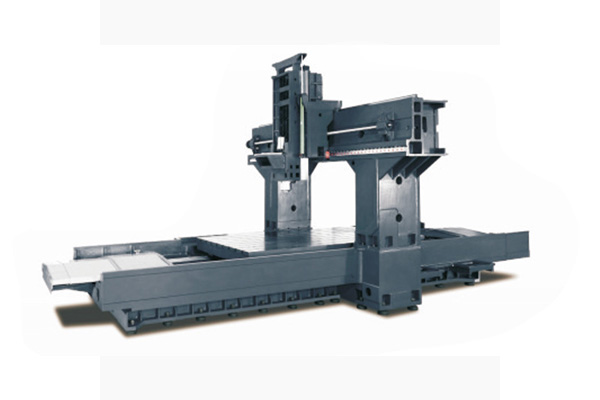
臥式加工(gōng)中心的類型多樣的局形式隨臥式和立式(shì)、工作台做進給運動(dòng)和軸箱(xiāng)進給運動的(de)不同而不同(tóng),但(dàn)從總體來看,不外乎由基礎(chǔ)部件、主軸部件、數控係統(tǒng)、自動換刀係統、自動交換(huàn)托盤係統(tǒng)和輔助係統幾大(dà)部分構成。數控銑床無換刀係統,其布(bù)局特點與加工中心相似。加工中(zhōng)心銑床廠(chǎng)家通常(cháng)采用移動式立柱,工作台不升(shēng)降,T形床身。T形床身可以做成一(yī)體,這樣剛(gāng)度和精度保持性能比較好,當然其(qí)鑄造(zào)和加工工(gōng)藝性差些。定(dìng)製加工中心銑床分離式T形床(chuáng)身的鑄造和機械加工工藝性都大(dà)大改善(shàn),但聯接部份(fèn)要用定位鍵和專用的定位銷定位,並用大尺寸螺(luó)栓緊用以保(bǎo)證剛度(dù)和精(jīng)度。

數控加(jiā)工中(zhōng)心是一種帶有刀庫並(bìng)能自動(dòng)更換刀(dāo)具,對工件能夠在一定的範圍內進行多種加工操作的數控(kòng)機床。定製加工中心銑床它是從數控銑床發展而來的。加工中心銑床與數控銑床的Z大區別(bié)在於加(jiā)工中心具有自動交換加工刀具的能力,通過在刀庫上安裝不同用(yòng)途的刀具,可在一次裝夾(jiá)中(zhōng)通過(guò)自動換刀裝置改變主軸上的加工刀具,實現多種加工功能。

臥式加(jiā)工中心的立柱普遍采用雙(shuāng)立柱框架結構形式,主軸箱在兩立柱之間,沿導軌上下移動。這種結構剛性大,熱對稱(chēng)性好,穩定性高。加工中心銑床廠家小型臥式加工中心多數采(cǎi)用固定立柱式結構(gòu),其床身不大,且都是整體結構。臥式加工中心各個坐標的運動可由工作台移動或(huò)由主軸移動來完成(chéng),也就是說某一方向的運功(gōng)可(kě)以由刀具固定,工(gōng)件移動來完成,定製加工中(zhōng)心銑床或(huò)者是由工件固定,刀具移動來完成。



中心加工")
