
努力打造中國數控機床行業品牌
![]() 台(tái)灣原廠技術
台(tái)灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398
歡迎光臨江(jiāng)蘇漢工數控科技有限公司官方網站!
努力打造中國數控機床行業品牌
![]() 台(tái)灣原廠技術
台(tái)灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398

聯係人:陳總
手機: 13515154398
傳真: 0523-80931188
網(wǎng)址:http://www.3rgroup.com.cn
地址(zhǐ):泰州(zhōu)薑堰華港鎮龍溪工(gōng)業園區(qū)
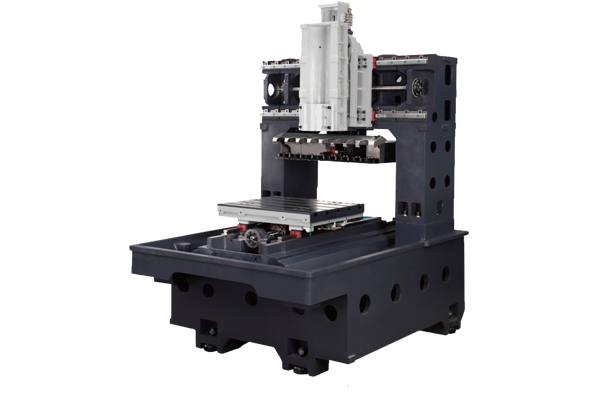
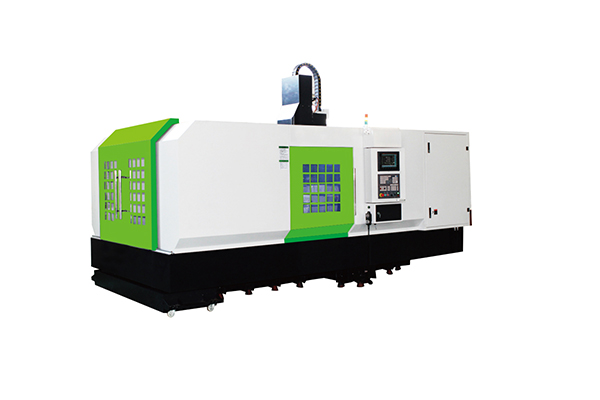
臥式加工中心的主軸和工作台的(de)表麵都是立式設計的加工中心,一般(bān)加工都是大型機床,那麽,定製(zhì)大型加工中心在實際生產和應用中它與臥(wò)式加工中心有什麽區別呢設計不同上述設計是(shì)從(cóng)兩個工作表麵臥式加工中心的主軸線不(bú)同的(de)設計師的垂直和水(shuǐ)平的加工中心,並平行於工作表麵設計師長軸,大型加(jiā)工中心廠家水平適用於處理大的箱型的部件。

主軸線是一組部件(jiàn),包括電主軸本身(shēn)和它(tā)的附件:大型加工中心廠家(jiā)電主軸高頻逆變器、潤滑油霧冷卻裝置編碼器內置換刀(dāo)等。高效數(shù)控加工(gōng)中心這種主軸電機和主(zhǔ)軸“組(zǔ)合”傳(chuán)動結構,主軸元件和驅動係統相對獨立於機器的整體結構(gòu),因此可以製成“主(zhǔ)要單元”,典型的、高精(jīng)度環、低噪音帶鎖定結構更適合噴霧潤滑。主軸電機在數(shù)控機床領域,這種直線電(diàn)機技術和高速(sù)切削刀具,定製大型加工中心高速加(jiā)工新技術的主軸(zhóu)電機集成到一個新的技術。它是包(bāo)括主軸本身及其附件(jiàn)主軸組件:高頻主軸單元。反相、噴霧潤滑裝置冷卻設備改變、集成編碼器和類似的工具。

那麽,如何校正數控係(xì)統銑床導軌的精度不穩定嗎?1.必須考(kǎo)慮修補層本身的(de)機械強度和導軌的(de)實際(jì)工(gōng)作環境。正在修理不同標準(zhǔn)、不同性能、不同使用環境的(de)數控銑床應選擇合適(shì)的焊接和(hé)粘貼材料、大型加工中心廠家先(xiān)進的校正方法和新工藝。2.需要考慮所選擇的校正過程是否會(huì)影響(xiǎng)導軌的精度和力學性能。如果受到溫度的影響,定製大型加工中心會不會引起導軌的(de)變形?會改變導軌的機械強度和表麵(miàn)硬度。3.必須考慮所選擇的校正過程對導軌材料(liào)的適應性。例如鑄鐵材料的導軌一般不采用鑄鐵堆焊,因為鑄鐵的焊接性差,裂紋、氣孔等缺陷容易產生,不(bú)適合加工。

數控功能分(fèn)為基本(běn)功能(néng)與選擇(zé)功(gōng)能。定製大型加工中心基本(běn)功(gōng)能是必然提供的,而選擇(zé)功能隻有當用戶選擇了這(zhè)些功能(néng)後,廠家才會提供,需另行加價(jià),且價格一(yī)般較高。總(zǒng)體而言,大型(xíng)加(jiā)工中心廠家數控係統(tǒng)的功能一定要根據加工中心的性能需要來選擇,訂購(gòu)時既要把需要的功能訂全,不能遺漏,同時避免使用(yòng)率不高而造成(chéng)浪費,還需注意各功能之間的關聯性。
加工中(zhōng)心是使用鑽頭很多(duō)的,鑽銑床還有小台鑽用量也不小。這些(xiē)機床使用鑽(zuàn)頭的講究可以說很多,目前市場上的加工水平越來(lái)越高。在(zài)這方麵的投資和研發工(gōng)作相當多,很多新產品不斷問世。其中有一(yī)項就是對鑽(zuàn)頭的表(biǎo)麵進行拋光處理。這項(xiàng)技術到底好不好,很多人並不了解,大型加(jiā)工中心廠家下麵漢(hàn)工數控來詳細(xì)介紹一下(xià)。鑽頭表麵拋(pāo)光處理(lǐ)這項技術優勢是當前(qián)水平的10倍左右。為(wéi)什麽會怎麽說呢?運用現在(zài)的放大技術觀察鑽頭的表麵,就會(huì)發現有(yǒu)很多劃痕有很多創傷,坑坑窪窪。如果這種轉(zhuǎn)頭連續使用,就會(huì)是表麵創傷擴大造成更大的損(sǔn)傷。定製大型加工中心在表麵上看來鑽(zuàn)頭顯得粗糙不光滑,實際使用壽命就會下降。如果我(wǒ)們運用一種方法把表麵創傷進行修(xiū)複,不再繼續擴大,這樣一來就會大大延長壽命(mìng)事實證明這種方法的(de)鑽頭壽命是一般鑽頭10到15倍左右。
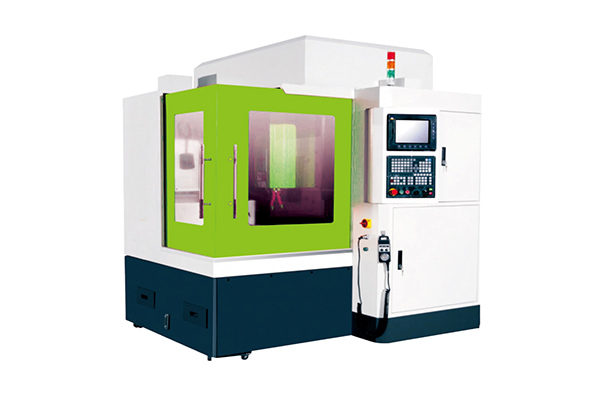
立式加工中心是(shì)指(zhǐ)主軸垂直,定製大型加工中心(xīn)其結構形式多為固定柱,工作台(tái)為矩形(xíng),無分度旋轉(zhuǎn)功能的加工中(zhōng)心,應適(shì)用於加工板型,盤型,模具和小殼(ké)型複雜零件..立(lì)式加工中(zhōng)心能完成銑、常熟定製大型加工(gōng)中心鏜削、鑽削、攻螺紋和用切削螺(luó)紋等(děng)工序。其通常具(jù)有三個線性運(yùn)動軸,並沿安裝在桌子上加(jiā)工螺旋型部件的水平軸線的轉台,五個自由度可以(yǐ)被處理。


服務熱線:13515154398
手機:13584908969 陳總
郵箱:tonkyo@163.com
公司地址:泰(tài)州薑堰華(huá)港鎮龍溪工業園區
心加工")

