
努力(lì)打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398
努力(lì)打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398

聯係人:陳總
手機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地(dì)址:泰州薑堰華港鎮龍溪工業園區

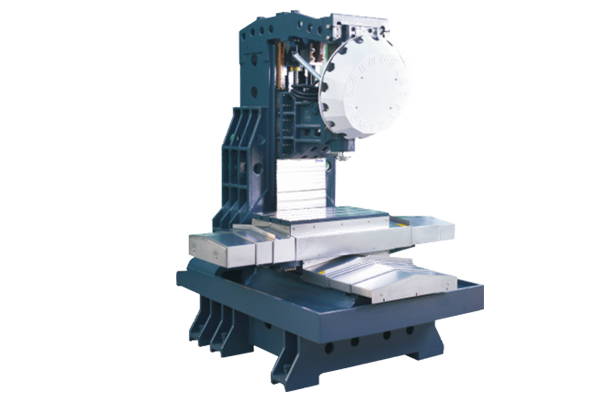
裝(zhuāng)置臥式加工中心的環境;臥式加工中心應該裝置在遠離震源、不要被陽光(guāng)直射、沒有熱輻射和沒有濕潤的當地。加工中心鑽床廠家(jiā)假如裝置臥式加工中心的當地鄰近有震源,應該在臥式加工(gōng)中心的周圍設置防震溝。假(jiǎ)如不設置(zhì)防震溝(gōu)會直接影響到臥式加工中心的(de)加工(gōng)精度以及安穩性,加工中心鑽(zuàn)床時刻一久就會影(yǐng)響到電(diàn)子元(yuán)件接觸不(bú)良,發(fā)生毛病,影響臥式加工中(zhōng)心的牢(láo)靠性。

中國龍門加工中心原市場保(bǎo)有量(liàng)少(shǎo),加工中心鑽床廠家二手市(shì)場更是幾乎沒有。中國製造正在逐步邁向中國“智”造中國數控機床正在(zài)轉向高速化(huà)、高精度化、複合化(huà)、智能(néng)化、開放化、並聯(lián)驅動化、網絡化、極端化、綠(lǜ)色化已成為數控機床(chuáng)發展的趨勢和方向。中國作(zuò)為一個製造大國,熱賣加工中心鑽床主要還是依靠勞動力、價(jià)格、資源等方麵的比較優勢維普龍門加工中心更是製造商的不二之選。

程序設計有絕對程序(xù)設計(jì)和相對程序設計。熱賣加工中心鑽床相對編(biān)程是指(zhǐ)以每一直線段的起(qǐ)點(diǎn)作為加工輪廓曲線(xiàn)的坐標原點所確定的坐標係。也就是說,相對規劃的坐標原點經常發生變化,當位移連續時,不可避免地會出現累積誤差。絕對(duì)編程是在整個加工過程中,有相對統一的基準點,即坐標原點(diǎn),所以累積誤差小於相對(duì)編程。當NC車削工(gōng)件時,加工中心鑽床廠家工件的徑向尺寸(cùn)精度一(yī)般高於軸(zhóu)向尺寸。因此,在編程時,最好對徑向尺寸采用絕對編(biān)程。考慮到加工(gōng)和(hé)編程的方便性,軸尺寸通常采用相對編(biān)程(chéng),但對於軸的重要尺寸,絕對編程比較好。
龍門刨銑床(chuáng)的主軸滾動軸承的合理布置,兩支承主軸軸承的配置形式兩支承主軸軸承的配置形式、包括主軸軸(zhóu)承的選型、組合(hé)以及布置。熱賣加工中心鑽床(chuáng)主(zhǔ)要根據對所設計主軸部件在轉速、承載能力、剛度(dù)以及精度等方麵的要求。給出常用的兩支承主軸滾動軸承的布置形式。在確定(dìng)兩支承(chéng)主軸軸承配置形式(shì)時應遵循以下一般原則:龍門刨銑床適(shì)應剛度和承載能力的(de)要求(qiú)首先應(yīng)滿足所(suǒ)要求的剛度和承載能力。徑向(xiàng)載(zǎi)荷較大時,加工中心鑽床廠家可選用軸承配置形式;較小時,可選用配置(zhì)形(xíng)式。此外,雙列軸承比單列的剛度高。由於提(tí)高前支承的剛度能有效提高主軸部件的剛度,故提高剛度的軸承應(yīng)配(pèi)置在前支承。

刀(dāo)具半徑補(bǔ)償量的變化(huà)一般在(zài)加工中心加工一段時間(jiān)後出現。對連續的程序(xù)段,當(dāng)刀具半徑補償量變化時,某一程序段終點的矢量要用(yòng)該(gāi)程序段指定的刀具補償量進(jìn)行計算。在進行數控程序的編製時,加工中心鑽床廠家一(yī)般羞羞视频网站(men)把刀具的半徑補(bǔ)償量(liàng)在補償(cháng)代碼中輸入為正(zhèng)值,如果把刀具半徑補償量設為負值時,在走刀軌跡方向不變的情況下,則相當於把數控程(chéng)序中的補(bǔ)償位置指令,G41和G42互換,熱賣加工中心鑽床有可能出現加工(gōng)中心原本進行工件外側的加工變為內側加工,出現意想不到的問題,所以半徑補償輸入時一定要(yào)注意著兩種補償方向的設置。

門加工(gōng)中心")

心加工")
