
努力打造中國(guó)數控機床行業品牌
![]() 台灣原(yuán)廠(chǎng)技術
台灣原(yuán)廠(chǎng)技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398
努力打造中國(guó)數控機床行業品牌
![]() 台灣原(yuán)廠(chǎng)技術
台灣原(yuán)廠(chǎng)技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398

聯係人:陳(chén)總
手機: 13515154398
傳真(zhēn): 0523-80931188
網址:http://www.3rgroup.com.cn
地(dì)址:泰(tài)州薑堰(yàn)華港鎮(zhèn)龍溪工業(yè)園區

高速加工中心(xīn)切削參數的選擇原則與普通機床相(xiàng)同。也就是說(shuō),具體數值應根(gēn)據(jù)數控機床使用(yòng)說明書(shū)和金屬切削原理(lǐ)規定的方法和原(yuán)則,熱賣複(fù)合(hé)加工中心結合實際加工(gōng)經驗確定。1.影響高速加工中心切削參數的因(yīn)素(1)不同廠家的刀具質量差異很大,因(yīn)此(cǐ)在確定切削參數時,必須根據廠家給定的參數和加工現場的(de)情況(kuàng)進行修正(zhèng)。(2)電動機功率(lǜ)和機(jī)床剛度(dù)的限製必須(xū)在(zài)機床規範規定的(de)範圍內選擇,複合加工(gōng)中心廠家以避免因功率(lǜ)和剛度不足而引起機床(chuáng)的大(dà)變形或振動,影(yǐng)響機床運行。加工精度和表麵(miàn)粗糙度。(3)高速(sù)加工中心(xīn)數控機床的生產率具有較(jiào)高的(de)工時成本和較低的刀具損耗成本比例。為了提高(gāo)數控機床的生產(chǎn)率,合理降低刀具壽命,應盡量選擇較高的切削參數。

在對物體施加(jiā)外力,使其變(biàn)形的同時,也會產生試圖抵抗變形的作用力。這種性質被稱為“剛性”。對數控機床而言,熱賣複合加工中心若要以(yǐ)目標精度進行加工,機床的剛性就會成為需要解決的問題。雖然如今的機床已經具備了(le)相當高的抗剛性性能,但是在以微米等級的精度(dù)進行加工時,還是(shì)必須對剛性的概念有(yǒu)一定的理解。剛性可分為靜態力(靜剛性(xìng))和(hé)動態力(動剛性)。蘇州複合加工中心所謂靜剛性,簡單來說就是(shì)作用力的方向與大小始終保持一定的狀(zhuàng)態。對機床而言,複合加工中心廠家就是運行部分靜止壓放在作業(yè)盤上的狀態。嚴格(gé)來說,在這(zhè)種狀態(tài)下,作業盤僅受到運行部分重力的影響,並因此發生(shēng)變形。

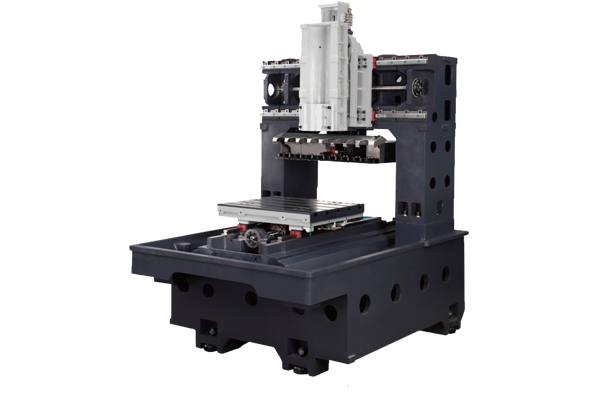
數控臥式加工中心的主軸(zhóu)采用寬裕(yù)電機驅動,扭(niǔ)矩大。良好的性價比,出廠精(jīng)度按(àn)國家標準壓縮30%,屬精密級加工中心。熱賣複合加工中心分(fèn)度台為1×360,鼠齒盤定位,定位精度高。換刀裝置采用台(tái)灣刀庫凸輪機械手,性能可靠,換刀(dāo)時間短。五(wǔ)、數控(kòng)臥式加工中心采用三維造型設計,美觀大方。複合加工中心廠(chǎng)家數控臥式加工中心采用倒‘T’型布局,立柱移動,剛性好。
立式加工中心工件裝夾、定位方便;刃具運動軌跡易觀察,調試程序檢查測量方便,立式加工中心采購,可及時發(fā)現問題,複合加工中心廠家進行停機處理或修改;冷卻條件易建立,立(lì)式加工中心,切削液能直接(jiē)到達刀具和加工表麵;三個坐標軸與笛(dí)卡兒坐標係吻合,熱賣複合加工中心感覺(jiào)直觀與圖樣視(shì)角一(yī)致,切屑易排除和掉落,避免劃傷加工過的表麵。餘應的加(jiā)工中心相比,結(jié)構簡單,謬較小,價格(gé)較低。
控龍(lóng)門加(jiā)工中心")

服務熱線:13515154398
手(shǒu)機:13584908969 陳總
郵(yóu)箱:tonkyo@163.com
公司地址:泰州薑堰華港鎮龍溪工業(yè)園區


