
努力打(dǎ)造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠(chǎng)家直銷
廠(chǎng)家直銷
服務熱線:
13515154398
歡迎光臨江蘇(sū)漢工數控科(kē)技有限公司官方網站!
努力打(dǎ)造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠(chǎng)家直銷
廠(chǎng)家直銷
服務熱線:
13515154398

聯係人:陳總
手機: 13515154398
傳真: 0523-80931188
網(wǎng)址:http://www.3rgroup.com.cn
地址(zhǐ):泰州薑堰華港鎮龍溪工業園區

臥(wò)式加工中心是指工作(zuò)台與主軸並聯的加工中心。臥式加工中心通常有三個直線(xiàn)運動(dòng)坐標軸和一個工作台旋轉軸(zhóu)。鑽攻(gōng)中心廠家(jiā)可以用於夾(jiá)裝工件-臥式加工中心,鑽(zuàn)攻中心根據程序選擇不同的刀具,自(zì)動改變主軸速度,案編程的(de)順序,以便完成多個用於多個這種殼體加工中心的台(tái)階(jiē)麵的的處理加工大部分(fèn)地區。關於臥式加工中心(xīn)注意的要點。
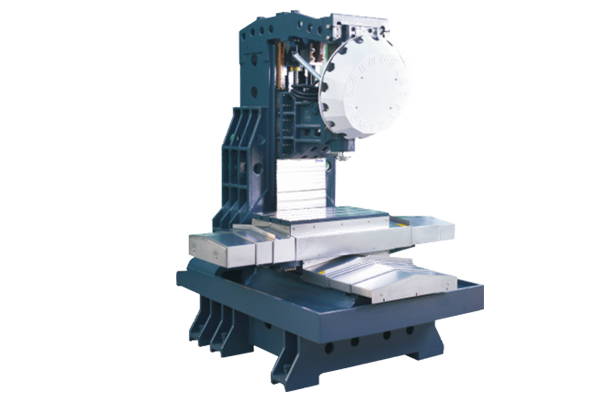
加工中心的特點,就是配備了利(lì)用計(jì)算機控製來實現的“工具自動更換功能”。常規的NC工作機需要依靠(kào)操作人員更換工具,而加工中心則能利用“更換臂”,從被稱為“工具庫”的工(gōng)具收納處自(zì)動更換工鑽(zuàn)攻中心廠家具,進行加(jiā)工。這樣可以省去切換的麻煩(fán),實(shí)現製造時的(de)無人化、省力化,削減(jiǎn)成本。近年來,在傳統縱、橫、高(gāo)3軸加工(gōng)的基礎(chǔ)之上,新增進行旋轉運動的2軸的(de)“5軸加工(gōng)中心”麵世,能夠進行更複雜形狀的加工。供應鑽攻中心要(yào)製(zhì)造金屬部件,一般而言除了麵、槽打磨之外,還必須進行打孔、鏜(擴(kuò)大孔洞)、螺旋切削等多項加工。過 去,為了進行上述加(jiā)工,需(xū)要區分(fèn)使用銑床、立銑刀、鑽頭、鏜削、絲錐等刀(dāo)具工具。
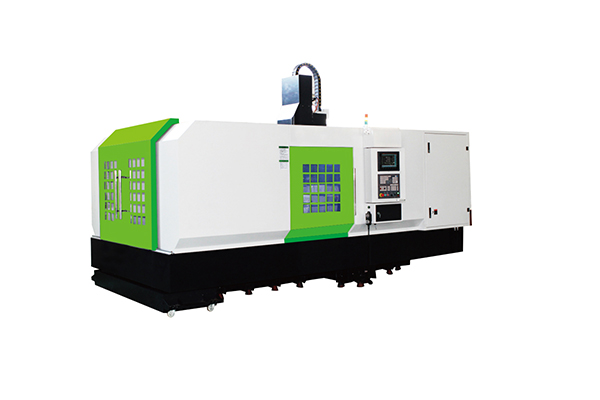
加工時間較短或工件數量較多的加工需求,鑽攻中心廠家由於工件交(jiāo)換所需時間的比例變大以及大量工件裝夾的耗時增加,車削加工中心直接省去裝夾、清洗等耗費的時間,節省了工件更換的時間,供應鑽攻中心大大地(dì)提升了加工效率。由於加(jiā)工中可以進行工(gōng)件裝夾,一個操作人員可以同(tóng)時對(duì)應多(duō)台機器,促進了用人成本的減少。

以確保在工件主軸(zhóu)的行程範圍(wéi)內的處理內容(róng)完成(chéng)。試著在一個夾具中完成所有的加工(gōng)內容。當(dāng)需要更換夾緊點時,供(gòng)應鑽攻中(zhōng)心應特別注意不(bú)要因更換夾緊點而(ér)損壞定位(wèi)精度,必要時在工藝文件中說明。夾(jiá)具底麵與工作台接觸時,夾具底(dǐ)麵平麵度必須在0.01-0.02MM範圍內,表麵粗(cū)糙度不大於ra3.2um。 夾具應盡可能少的(de)元件和高剛度。為了簡化定位和(hé)安全,鑽攻中心廠家應在夾具相對於加工原(yuán)點的每個定位表麵上提供準確的坐標尺寸。加工中心相互作用表(biǎo),表由於移動,托盤,和下托的旋轉操作中,夾持工具的設計必須能防止空間幹擾和機床(chuáng)。
控龍門加工中心")

服務熱(rè)線:13515154398
手機:13584908969 陳(chén)總(zǒng)
郵箱:tonkyo@163.com
公司(sī)地址:泰州薑堰華港鎮龍(lóng)溪(xī)工業園(yuán)區
中心加工")

