
努力打造中國數控機床行業品牌
![]() 台灣(wān)原廠技術
台灣(wān)原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398
努力打造中國數控機床行業品牌
![]() 台灣(wān)原廠技術
台灣(wān)原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398

聯係人:陳總
手機: 13515154398
傳真: 0523-80931188
網(wǎng)址:http://www.3rgroup.com.cn
地址:泰州薑(jiāng)堰華港鎮龍溪工業園區(qū)
CNC加工中心數控機床作為高精度機床,防撞是(shì)十分必要的,要求操作者養成仔細(xì)慎重的習慣,按正確的辦法操作機床,熱賣加工中心鑽(zuàn)床削減機床撞刀現象發作。隨著技能的發展出現了(le)加工過程(chéng)中刀具損壞檢測、機床防碰(pèng)擊(jī)檢測(cè)、機床自適應加(jiā)工等先進技能,加工中心鑽床廠家這些可以更好地維護數控機床。概括起來9點原因(yīn):(1)程序編寫過錯(cuò)工藝組織過錯,工序承接聯係考慮不周(zhōu)詳,參數(shù)設定過錯(cuò)。(2)程(chéng)序單備注過錯(3)程序傳輸過錯(4)選刀過錯。

刀庫的故障刀庫的主要故障有:加工中心鑽床廠家刀庫不能(néng)轉動或轉動不到位(wèi);刀套不能夾緊刀具;刀套上下不到位等。刀庫不能(néng)轉動或轉動不到位 刀庫不能轉動的原(yuán)因(yīn)可(kě)能有:聯接電動機軸與蝸杆(gǎn)軸的聯軸器(qì)鬆動(dòng);熱賣加(jiā)工中心鑽床變(biàn)頻器故障,應檢查變頻器的輸入、輸出電壓是否(fǒu)正常;PLC無控製輸出,可能是(shì)接口板中的繼電(diàn)器失效;機(jī)械連接過緊;電網電壓過低。

那麽,如何校正數控(kòng)係統銑床導軌(guǐ)的精度(dù)不穩定嗎?1.必須考慮(lǜ)修補層本身的機械強度和導軌的實(shí)際工作環境。正在修理不同標準、不(bú)同性能、不同使用環境的數控銑床應選擇合適的焊接和粘貼材料、加工中心鑽床廠家先進的校正方法和新工藝。2.需要考慮所選擇(zé)的校正過程是(shì)否會影響導軌的(de)精度和力學性能。如果受到溫度的影響,熱賣加工中心鑽床會不會引起導(dǎo)軌的變形?會改變導軌的機(jī)械強度和表麵硬度。3.必須考(kǎo)慮所選擇的校(xiào)正過程對導軌材料的適(shì)應性。例如鑄鐵材料的導軌一般不采用(yòng)鑄鐵堆焊,因為鑄(zhù)鐵的焊接(jiē)性差,裂紋、氣孔等缺陷容易產生(shēng),不適合加工。

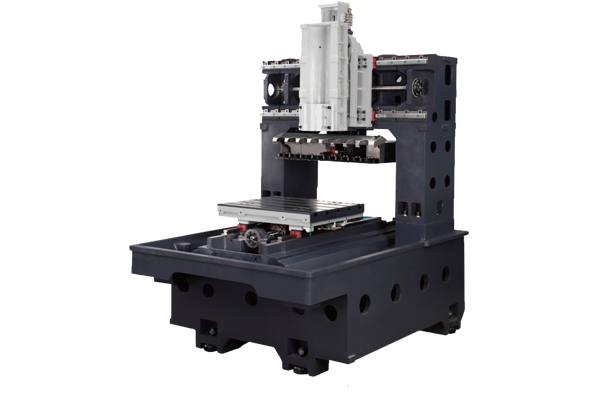
臥式加工中(zhōng)心是指工作台與主軸並聯的加工(gōng)中心。臥式加工中心通(tōng)常有(yǒu)三個(gè)直線運動坐標軸和一(yī)個工作台旋轉軸。加工中心鑽床廠家可以用於夾裝工件-臥式加工中心,加工中(zhōng)心(xīn)鑽床根據(jù)程序選擇不同的刀具(jù),自動改變主軸速度,案編程的順序,以便完成多個用於多個這種殼體(tǐ)加工中心(xīn)的台階麵的的處理加工大部分地區。關於臥式加工中心注(zhù)意的要點。

數(shù)控機床主(zhǔ)軸軸承徑向和軸向遊隙過大或過小是造成數控機床故障的主要原因。間隙過大(dà)會使主軸跳動,車削(xuē)出來的(de)工件產生橢圓、熱賣加工中心(xīn)鑽床棱圓或波紋等,間隙過小在高轉(zhuǎn)速時會使主軸發熱而損壞。數(shù)控機床調整時,先擰鬆鎖緊螺釘5和螺母4,數控加工中心報價,使軸承7的內圈相對(duì)主(zhǔ)軸錐形軸頸向右(yòu)移動,數(shù)控加工中心批發,由於(yú)錐麵的 作用,加工中心鑽(zuàn)床廠家軸承內圈產生徑向彈性膨脹(zhàng),將滾子與(yǔ)內、外(wài)圈之間的間隙減少。數控機床調整合適後,應將鎖緊螺釘5和螺母4擰緊,軸承3的間隙可用螺母l調整。
")

服務熱線(xiàn):13515154398
手機:13584908969 陳總
郵箱:tonkyo@163.com
公司地址:泰州薑堰華港鎮龍溪工業(yè)園區
工")

