
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服(fú)務熱線:
13515154398
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服(fú)務熱線:
13515154398

聯係人:陳總(zǒng)
手機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址:泰州薑堰華港鎮(zhèn)龍(lóng)溪工業園區
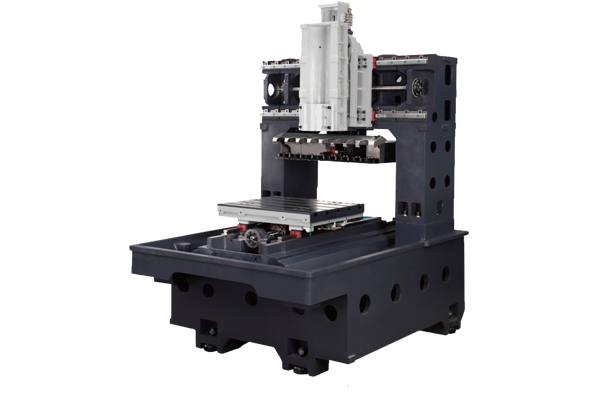
中國龍門加工中心原市場保有量(liàng)少(shǎo),加工中(zhōng)心車床價格二手市場更是幾乎沒有。中國製造正在逐(zhú)步邁(mài)向中國“智”造中國數控機床正在轉向高速化、高精度化(huà)、複合化、智能化、開(kāi)放化、並(bìng)聯驅動化、網絡化、極端化、綠色化已成為數控機床發展的趨勢和方向。中國作為一(yī)個製造大國,定(dìng)製加工中心車床主要還是依靠勞動(dòng)力、價格、資源等方麵的比較優(yōu)勢維普龍門加工中心更是製造商的不二之選。

龍門加工中心絲杠振動的原因有可能是係統的電參(cān)數(shù)錯誤或者是絲杠自身的原因。當絲杆出(chū)現振動(dòng)時要及時處理,避免造成零件的損壞和確保機床的安全加工,下麵就給大家(jiā)講解一下絲(sī)杠振動的原因。定製加工中心車床一.絲杠安裝不當龍門加(jiā)工中心的(de)絲杠一般為傳動精(jīng)度較高的滾珠絲杠, 對於安裝的精度也有較高要求。安裝的(de)過程中如(rú)果誤差較大,拖板在運動過程中會使絲杠產生彎曲變形,此後絲杆受力不均勻就會產生振動。二、絲杠(gàng)螺母或拖板(bǎn)的(de)安裝連(lián)接不當安裝麵與基準(導軌)麵(miàn)不垂直,加工中(zhōng)心車床價格就是安裝麵與絲杠螺母接合麵不平(píng)行,導致絲杠螺母緊固螺釘擰緊後迫使絲杠產生變形,發生(shēng)振動現象。
在(zài)企業的技術改(gǎi)造中,為提(tí)高競爭力,定製加工中心車床都把加(jiā)工(gōng)中心放(fàng)在優先選擇的地位,都希望用少的(de)投資獲得精度高、功能強、運行可靠的機床(chuáng)。由於加工(gōng)中心一次性投資大、技術複雜,給用戶選型訂貨造成許(xǔ)多(duō)不便;同時價格、功能和精度是一個對立(lì)的統一體。加工中心車床價格因此,用戶如何(hé)選擇適合的機床顯得十分重要。機床選型不僅是以(yǐ)機床技術、加工技(jì)術為基(jī)礎的實際(jì)綜合應用技術,而且是一種受自身經濟實力約束的應用技術。加工中心的選型,由於價格遠比普通機床昂貴,所以受到的製約因素更多,機床選擇合(hé)理與否就更(gèng)顯突出。正確(què)選型是用好加(jiā)工中心、使(shǐ)加工中心發揮效益的關(guān)鍵。

程序設計有絕(jué)對程序設計和(hé)相(xiàng)對程序設計。定製加工中心車床相對編程是(shì)指以每一直線段的起點作為加(jiā)工輪廓曲線的坐標原點所確定的坐標(biāo)係。也就是說,相對規劃的坐標(biāo)原點經(jīng)常發生(shēng)變化,當位移連續時,不可(kě)避免地會出現累積誤差。絕(jué)對編程(chéng)是(shì)在整(zhěng)個(gè)加工過程中,有相對統一的基準點,即坐標原點(diǎn),所以累(lèi)積誤差小於相對編程。當NC車削工件時,加工中心車床(chuáng)價格工件的徑向尺寸精度一般高於軸向尺寸。因此,在編程時,最好對徑向尺寸采用絕對編程(chéng)。考慮到加工和編程的方便性,軸尺寸通常采(cǎi)用相對編程,但對於軸(zhóu)的重要(yào)尺寸,絕對編程比較好。
刀具半徑補償量的變化一般在加工中心加(jiā)工一段時間後出現。對連(lián)續的程序(xù)段,當刀具半徑(jìng)補償量變化時,某一程序(xù)段終(zhōng)點的矢量要用該程序段指定的刀具補償量進行計算。在進行數控程序的編製時,加工中心車床價格一般我(wǒ)們把刀具的半徑補償量在補償代碼中輸入為正值,如(rú)果把刀具半徑補償量設為負值時,在(zài)走刀軌(guǐ)跡方向不變(biàn)的情(qíng)況下,則相當於把數控程(chéng)序中的補償位置指令,G41和G42互(hù)換,定製加工中心車床有可能出現加工中心原本進行工件(jiàn)外側(cè)的加(jiā)工變為(wéi)內側加工,出現意想不(bú)到的問題,所以半徑補償輸入時(shí)一定要注意著兩種補償方向的設置。

數(shù)控加工中(zhōng)心是一種帶有刀庫並能自動更換刀具,對工件能夠在一定的範圍內進行多(duō)種加工操作(zuò)的數控機(jī)床。定製加工中心車床它(tā)是從數控銑(xǐ)床發展而來的。加(jiā)工中心車(chē)床與數控銑床的Z大區別(bié)在於加工(gōng)中心具有自動交換加工刀具的能力,通過在刀庫上安裝不同用途的刀具,可在一次裝夾中通過自動換刀裝置改變主軸上的加工刀具(jù),實現多種加工功(gōng)能。



")
