
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398
歡迎光臨江蘇(sū)漢工數控科技(jì)有限公(gōng)司官方網站!
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398

聯係人:陳(chén)總(zǒng)
手機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地(dì)址(zhǐ):泰(tài)州薑堰華港(gǎng)鎮龍溪工業園區
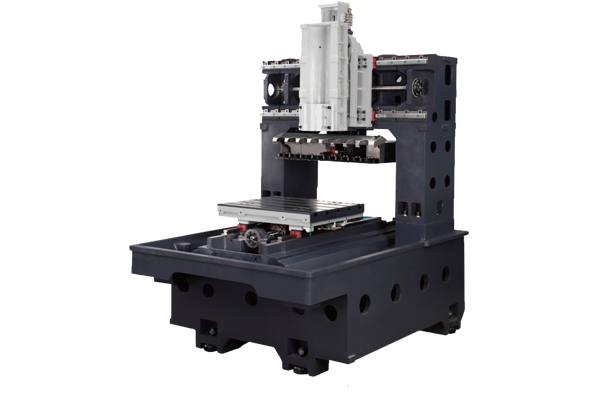
數控機床(chuáng)主軸軸承徑向和軸向遊隙過(guò)大或過小是造成數控機床故障的主要原因。間隙過大會使主軸跳動,車削出來的工件產(chǎn)生橢圓、定製微型加工中心棱圓(yuán)或波紋等,間隙過小在高轉速時會使(shǐ)主軸(zhóu)發熱而損壞。數控(kòng)機(jī)床調整時,先擰鬆鎖緊螺釘5和螺母4,數控加工中心報價,使軸承7的內圈相對(duì)主軸錐形軸頸向右移動,數控加工中心批發(fā),由於錐麵(miàn)的 作用(yòng),微(wēi)型加工中心廠家軸承內圈產生徑向彈性膨(péng)脹,將滾子與內、外圈之間的間隙減(jiǎn)少。數控機床(chuáng)調整合適後,應將鎖緊螺釘5和螺(luó)母(mǔ)4擰緊,軸承3的間隙可用螺母l調整。

銑床羞羞视频网站都知道, 有立式銑床、臥式銑床、床身式銑床等眾(zhòng)多類型,立式銑床與臥(wò)式銑床相比較,主要區別是主軸垂直(zhí)布置,微型加工中心廠(chǎng)家廣泛應(yīng)用於各個數控機床行業領域!因為立式銑床適於加工較(jiào)大平麵及利用各種帶柄銑(xǐ)刀加工溝槽(cáo)及台階平麵(miàn),使用(yòng)過程中應該注意什麽呢?立式銑床操作注意如下:1.在使用(yòng)立式銑床之前必須按照巡回檢查點仔細進行檢查,定製微型加工中(zhōng)心並按潤滑圖表進行潤滑。2.如果停用立式銑床八小時以上(shàng)再開(kāi)動設備時,應先低速轉動三至五分鍾(zhōng),確認潤滑係統通暢各部運動(dòng)正常後,再開始(shǐ)工作。

五軸聯動加工中心有高效率、高精度的特點,工件一次裝夾就可完成五麵(miàn)體的加工。若配以五(wǔ)軸聯動的高檔數控係統(tǒng),還可以對複雜的空間曲麵進(jìn)行高(gāo)精度加工,更能夠適應像汽車零(líng)部件、飛機結構件等現代模具的加工。微型加工中心廠家國產數控機床還主要以中低端產品為(wéi)主,高端數控機床主要依賴於進口,國(guó)內整個(gè)機床消費中進口量仍占三分之一左右。高端數(shù)控機床在精度和(hé)速度上跟國際前沿技術有較大差距,定製微型加工中(zhōng)心對進口的(de)依(yī)賴更大。據相關(guān)行業報告顯示,高端數控產品的進口率達80%。

雙工位交換(huàn)工作台,當一個工作台在加工區內運行,另一工作台則在加工區外(wài)更換工件,為下(xià)一個工件的加工做準(zhǔn)備,微型加工中心廠家采用較新直驅式電機傳動機構,傳(chuán)動速度快,定製微型加工中心可(kě)實現4.5S工作台交換動作。使裝夾與加工同步進行,對加工時間短、裝夾頻繁節拍要求高的零(líng)件加工具有明顯優勢,大大提(tí)高了設備的利用率。
選擇適宜的刀具刀具(jù)壽命與切削用量密切關聯。在擬定(dìng)切(qiē)削用量時,首要任務(wù)是(shì)合理選擇刀具,刀具不同,切削用量不同,切削效率不(bú)同,切削質量也不同。不同(tóng)的刀具其刀具壽命不同。定製微型加工中心合理的(de)刀具選擇,應在滿足切(qiē)削質(zhì)量的同(tóng)時綜(zōng)合考(kǎo)慮切削效率、刀(dāo)具(jù)壽命、刀具成(chéng)本等因素,即,經濟和高效是其選(xuǎn)擇原則。選擇合理的切(qiē)削用量操作人員要依(yī)據被加工對象的材質、硬度、切削狀況、加工質量要求等擬定加(jiā)工(gōng)工藝,確定(dìng)加工路(lù)徑、進給量、切削深度等參數,微型(xíng)加工中心廠家選擇適宜的切削(xuē)速度。適宜的加工條件的選定是(shì)在這些要素的基礎上選定的。有規則的、穩定(dìng)的刀具磨損並達到壽命才是理想的條件。

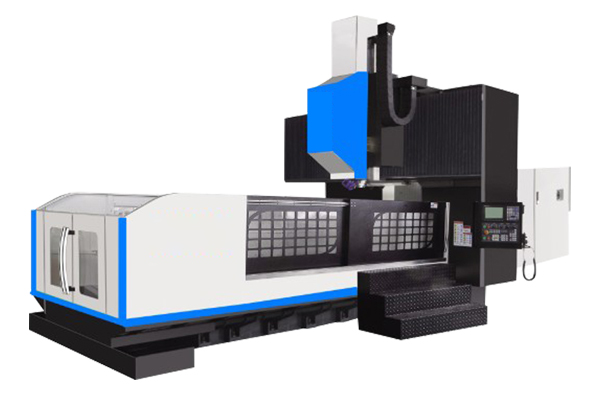
控龍門加(jiā)工中(zhōng)心")


