
努力打(dǎ)造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱(rè)線:
13515154398
努力打(dǎ)造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱(rè)線:
13515154398

聯係人:陳總
手機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址:泰州薑堰華港鎮龍(lóng)溪(xī)工(gōng)業園區

臥式加工中心的(de)立柱(zhù)普遍采用雙立柱框架結構形式,主(zhǔ)軸箱在兩立柱之間,沿(yán)導軌上(shàng)下移動。這種結構剛性大,熱對稱性好,穩定性高。龍門銑加工中心(xīn)廠家小型臥(wò)式加工中心多數采用(yòng)固定立(lì)柱式結構,其床身不大,且(qiě)都是(shì)整體結構。臥式加工中心各個坐標的運動可由工作台移動或由主軸移動來完成,也就是說某一方向的運功可(kě)以由刀具固定,工件移動來完成,供應龍門銑加工中心(xīn)或者是由工件固定,刀具(jù)移動來完成。

CNC加工中心數控機床作為高精(jīng)度機(jī)床,防撞是十分必要的(de),要求操作者養成仔細慎(shèn)重的習慣,按正確的辦法操(cāo)作機床,供應(yīng)龍門銑加工中心削減機床撞刀現象發(fā)作。隨著技能的發展出現了加工過程中刀具損壞檢測、機床防(fáng)碰擊檢測、機床自適應加工(gōng)等先進技能,龍門銑加工中(zhōng)心廠家這些可以(yǐ)更好地維護數控機床。概括起來(lái)9點原因:(1)程序編(biān)寫過(guò)錯工藝組織過錯,工序承接聯係考慮不周詳,參數設定過錯。(2)程序單備注過錯(3)程序傳輸過錯(4)選刀過錯。

由於加工中心剛度會直接影響到生產效率以及機床的加工精度,龍門銑加工中心廠(chǎng)家加工中心的加工速度大大高於普通機床,電動(dòng)機功率也高於(yú)同規格的普通機床,因此其結構設計的剛度也遠高於普通機床。訂貨(huò)時可按工藝要(yào)求(qiú)、允許的扭矩、功率、軸力和(hé)進給力zui大值,供應龍門銑加工中心根據製造商提供的數值進行(háng)驗算。為了獲得機床的高(gāo)剛(gāng)性(xìng),往往不(bú)局限於零件尺寸,而選用相對(duì)零件尺寸大1至2個規格的機床。
數控臥式(shì)加工中心的導軌采用款包容窄導向的設計原則,導軌淬火(huǒ)磨削,硬度可達hrc52以上,與其相配的導軌麵貼塑,並采用間歇集中(zhōng)潤滑,機床運動平穩,精度保持性好。供應龍門(mén)銑加工中心數控轉台為連(lián)續分度(dù),采用德國進口INA平板式推(tuī)力向心球軸承,以保證良好的傳動剛性與優化的減震性能,龍門銑加工中心廠家極大的改善了傳動係統(tǒng)的動態剛性,可實現15m/min快速移動(dòng)速度。

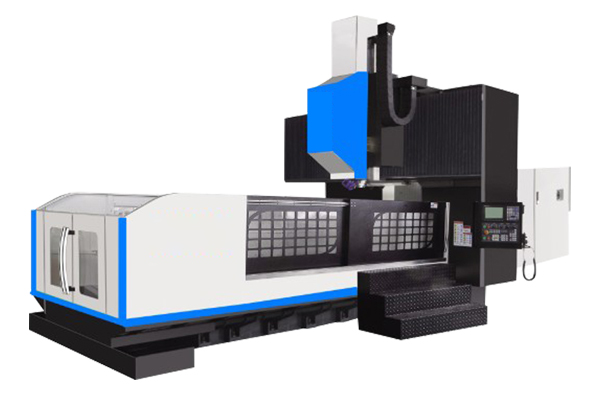
臥式加工(gōng)中心是指工作台(tái)與主軸並聯的加(jiā)工中心。臥式加工中心通常(cháng)有三個直線運動坐標軸和一個(gè)工作台旋轉(zhuǎn)軸。龍(lóng)門銑(xǐ)加工中(zhōng)心廠(chǎng)家可以用於夾裝工件-臥式加工中心,龍門銑加(jiā)工中(zhōng)心根據(jù)程序選(xuǎn)擇不同的刀具,自動改變主軸速度,案編程(chéng)的順序,以便完成多個用於多個這種殼體(tǐ)加工中心的台階麵的的處理加(jiā)工大部(bù)分(fèn)地區。關於臥(wò)式加工中心(xīn)注意的要點。

龍門(mén)刨(páo)銑床(chuáng)的主軸滾動(dòng)軸(zhóu)承的合理布置,兩支承主軸軸承的配置(zhì)形式兩支承主軸軸承的配置形式、包括主軸軸承的選型、組合以及布置。供應龍門銑加工中心主要根據對所設計主軸部件在轉速、承載能力、剛度以及精度(dù)等方麵的要求。給出常(cháng)用的(de)兩支承主軸(zhóu)滾動軸承的布(bù)置形式。在確(què)定兩支承主軸軸(zhóu)承配置形式時應遵循以下一般原則:龍門刨銑床適應剛度和承載能力的要求首(shǒu)先應滿足所要求(qiú)的剛度和承載能力。徑向載荷較大時(shí),龍門銑加工(gōng)中心廠家可選用軸承配置形式;較小時(shí),可選用(yòng)配置形式。此外,雙列軸承比單列(liè)的剛度高。由於提高(gāo)前支承的剛度能有(yǒu)效提高主軸部件的剛度(dù),故提高剛度的軸承應配置(zhì)在前支承。
門加工(gōng)中心")

服務(wù)熱線:13515154398
手機:13584908969 陳(chén)總
郵箱:tonkyo@163.com
公司(sī)地址:泰州薑堰華港(gǎng)鎮龍溪工業園區


